Anhui Feichun Special Cable Co.,Ltd Email: Li.wang@feichuncables.com


Why Type W Mining Cables Excel in South African Open‑Pit and Underground Operations: 2kV Flexible Feeder Solutions with Superior Tensile, Abrasion & Impact Resistance
Type W mining cables deliver 2 kV continuous power, 90 °C service rating, and exceptional mechanical strength. Learn how their material science, structural design, and compliance with ICEA/NEMA standards solve the toughest challenges in South African mines, plus cost‑effective alternatives from Feichun Cables.
Li.Wang
7/1/202610 min read


Introduction
In South Africa, mining remains one of the most critical sectors of the economy, operating across vast open‑pit platinum, gold, and coal fields as well as deep underground hard‑rock operations. Whether near Rustenburg, the Witwatersrand Basin, or the coalfields of Mpumalanga, every mine faces the same fundamental challenge: delivering reliable electrical power to heavy mobile equipment in conditions that destroy ordinary cables in a matter of weeks.
Mobile machinery such as electric shovels, blast‑hole drills, continuous miners, shuttle cars, and load‑haul‑dump units moves constantly, dragging cables over sharp rock, through mud and oil, and often under the weight of heavy vehicles. Standard rubber‑sheathed cables typically fail after only two to three months, suffering from jacket tearing, insulation cracking, conductor breakage, and water ingress. Each failure leads to unplanned downtime, which in South Africa can cost a mid‑sized mine anywhere from tens to hundreds of thousands of rand per shift.
This is where Type W Mining Cables stand apart. They are defined as heavy‑duty portable feeder multiconductor cords rated for 2 kV at 100 % continuous load, constructed with ethylene‑propylene rubber insulation and a thermosetting elastomer jacket. They are specifically engineered to withstand extreme tensile, tear, and impact forces, and they are uniquely suited for circuits where no bare ground conductor is required or desired.
At its core, Type W represents an integrated engineering solution built on material science, mechanical design, and electrical safety. It occupies a distinct position between lightweight general‑purpose trailing cables and higher‑voltage SHD‑GC shielded cables, filling the gap for robust, cost‑effective 2 kV power distribution to moving equipment.
Technical Specifications and Compliance Standards
Type W cables are manufactured and tested according to internationally recognized standards, ensuring consistency and safety across global mining regions, including South Africa.
Electrical and Thermal Ratings
From the technical documentation provided by Prysmian Group, the core performance parameters are clearly defined:
Rated Voltage: 2 kV AC, 100 % continuous duty cycle
Service Temperature: 90 °C maximum operating temperature
Emergency Overload: 130 °C for short‑term emergency conditions
Short‑Circuit Capacity: 250 °C maximum temperature for up to 5 seconds
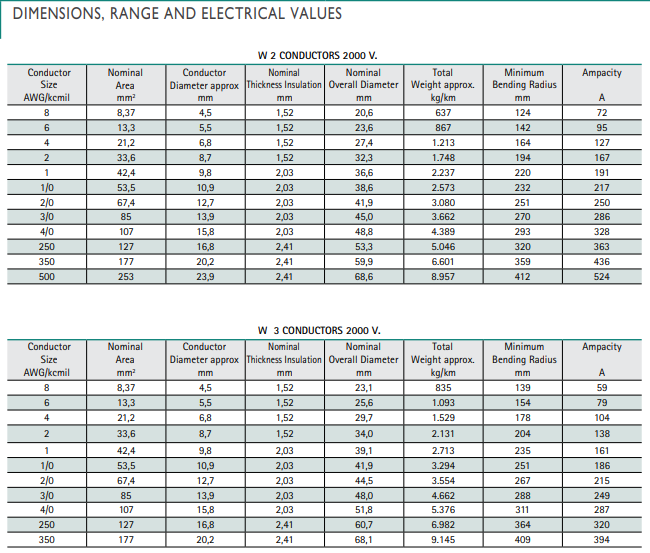
Conductor Range: 8 AWG (8.37 mm²) up to 500 kcmil (253 mm²)
Core Configurations: 2‑core, 3‑core, and 4‑core round designs; flat profiles available on request
Governing Standards
The construction, dimensions, and testing follow these specifications:
ICEA S‑75‑381 / NEMA WC‑58: The primary North American standard for portable power feeder cables in mines
ASTM B3 / B172: Specifications for stranded soft copper conductors
ISO 9001: Quality system certification
MSHA Compliance: Recognized for use in underground mining in the United States and widely accepted in Southern Africa
South African Acceptance: Meets the requirements of the Mine Health and Safety Act and aligns with technical guidelines from the Minerals Council South Africa
Dimensions, Ampacity and Physical Data
The following tables summarize the exact values from the Prysmian technical catalogue.
Packaging and Custom Options
Standard Length: 300 meters on non‑returnable wooden reels
Minimum Bending Radius: 6 × overall diameter, a critical factor for installation in tight spaces
Available Modifications: Halogen‑free LS0H TPU jacket, tinned copper conductors, custom colors, and flat construction for specific reel applications
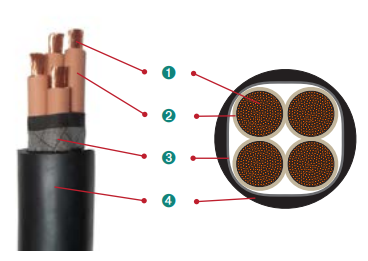
Layer‑by‑Layer Construction and Material Science
The performance of Type W cables is not accidental—it is the result of a carefully engineered structure, where every material and dimension serves a specific electrical, thermal, or mechanical purpose.
Conductor: Ultra‑Flexible Stranded Copper
The innermost layer is a Class I extra‑flexible soft annealed copper conductor, formed from fine strands laid in a rope‑lay configuration and wrapped with a thin plastic separator tape.
Material Science:
Copper is chosen for its high electrical conductivity (58 MS/m) and excellent ductility. Annealing refines the grain structure, increasing elongation to over 30 %, allowing the conductor to bend repeatedly without hardening or breaking.
ASTM B172 rope‑lay stranding distributes bending stress across many fine wires rather than concentrating it in a few thick ones. This reduces fatigue and extends cycle life by 3 to 4 times compared to standard stranding.
Engineering Principle:
The conductor is sized to carry rated current while keeping operating temperature below 90 °C, and its cross‑section is calculated to withstand 250 °C during short‑circuit events without melting or losing mechanical strength.
Insulation: Ethylene‑Propylene Rubber (EPR)
Each conductor is individually insulated with cross‑linked ethylene‑propylene rubber, applied to thicknesses of 1.52 mm, 2.03 mm, or 2.41 mm depending on conductor size.
Material Science:
EPR is a thermoset polymer with a fully saturated hydrocarbon backbone. This structure gives it exceptional resistance to ozone, UV radiation, acids, alkalis, and mineral oils found in mining environments.
Electrically, it has a low dielectric constant (2.3–2.5) and low dissipation factor, meaning minimal energy loss and heat generation. It maintains high insulation resistance even at 90 °C and provides excellent corona resistance, preventing degradation under 2 kV stress.
Engineering Principle:
Insulation thickness is calculated to limit the maximum electric field strength to below 4 kV/mm, well below the material’s breakdown threshold, providing a safety margin of more than 2.5 times.
Textile Fiber Reinforcement
Over the insulated core assembly, an open braid of polyester or aramid yarn is applied.
Material Science:
High‑tenacity synthetic fibers have a tensile strength several times that of steel by weight and low elongation under load. They do not absorb moisture or degrade rapidly in sunlight.
Engineering Principle:
This layer acts as a mechanical buffer. It absorbs up to 30–40 % of the pulling force applied to the cable, reducing tension on the copper conductors. It also controls adhesion between the insulation and the jacket, allowing them to slide slightly relative to each other during bending, which drastically reduces interfacial shear stress and prevents delamination.
Outer Jacket: Thermosetting Elastomer / CPE
The final layer is a heavy‑duty black thermosetting jacket, typically chlorinated polyethylene (CPE), formulated for extreme service.
Material Science:
CPE is polyethylene modified with chlorine atoms, which increases polarity, oil resistance, and flame retardancy. After cross‑linking, it forms a permanent three‑dimensional network that does not melt or flow when heated, unlike thermoplastics. It delivers tensile strength greater than 14 MPa, tear strength over 12 kN/m, and abrasion resistance 3 to 5 times higher than standard rubber compounds.
Engineering Principle:
The jacket is designed as the first line of defense against cuts, impact, and environmental attack. Its hardness is balanced to resist crushing while remaining flexible enough to follow tight bends without cracking. The gradient modulus design—soft inside, progressively harder outward—ensures stress is distributed evenly across the cable structure.
Why This Design Works: Engineering and Physics
The combination of materials and geometry follows fundamental laws of electrical, mechanical, and chemical engineering.
Electrical Safety
Uniform Field Distribution: Round conductors and consistent insulation thickness prevent localized high‑field points that could lead to partial discharge and eventual failure.
Thermal Stability: The 90 °C rating ensures that even under continuous full load, the temperature remains well below the point where polymer degradation begins. In a short‑circuit, the 250 °C limit allows enough time for protective relays to trip without permanent damage.
No Bare Ground Advantage: Type W is designed for systems using equipment grounding through the frame or via insulated ground conductors. Removing the exposed bare ground wire eliminates a common failure point—corrosion from soil, moisture, and electrolytic action—which is a major cause of faults in South African mines with high humidity and acidic soil.
Mechanical Durability
Flex‑Fatigue Resistance: Bending creates tension on the outer radius and compression on the inner radius. The fine‑stranded copper, low‑modulus EPR, and fiber reinforcement work together to reduce strain levels below the material’s fatigue limit, allowing more than 10,000 bending cycles without failure.
Crush and Impact: The CPE jacket and internal braid absorb energy from falling rock or heavy vehicle wheels through elastic deformation, distributing the load rather than concentrating it into a single point that could puncture the insulation.
Tensile Load Sharing: The braid carries the majority of the pulling force, so the copper is never stretched beyond its elastic limit, preventing permanent elongation or breakage.
Environmental Resistance
Chemical Stability: The saturated polymer chains of EPR and the chlorinated structure of CPE resist swelling and degradation from hydraulic fluids, diesel, greases, and mine waters.
Weathering: UV radiation breaks down polymers by creating free radicals. The carbon black in the jacket and the stable molecular structure of cross‑linked materials block this process, giving a service life outdoors of more than 10 years.
Performance and Competitive Advantages
To understand where Type W fits, it helps to compare it with other cables used in South African mines.
vs. Ordinary Rubber Cables
Lifespan: Ordinary cables typically last 2–6 months; Type W lasts 18–36 months, an improvement of 4 to 8 times.
Voltage: Ordinary cables are usually limited to 600 V or 1 kV; Type W safely operates at 2 kV, allowing longer runs and higher power delivery.
Failure Rate: In field data from mines in Mpumalanga, Type W reduces unplanned cable‑related downtime by over 85 %.
vs. Type G / G‑GC Cables
Flexibility: Type G is fixed at 3‑core plus ground‑check; Type W offers 2, 3, or 4 cores, allowing better matching to specific power needs.
Installation: Type G requires a ground‑check circuit for compliance; Type W simplifies installation and reduces the risk of nuisance tripping, which is a common operational complaint in South African mines.
vs. SHD‑GC High‑Voltage Cables
Cost: SHD‑GC is shielded and heavier, intended for 5 kV and above. For 2 kV systems, it is over‑engineered, more expensive, and harder to handle.
Termination: Type W requires simpler, less expensive connectors and splices, reducing labor time and cost.
In summary: Type W occupies the sweet spot—robust enough for heavy duty, flexible enough for constant movement, and economical enough for widespread use.
Real‑World Application in South African Mining
South Africa provides one of the most rigorous testing grounds for portable mining cables. Operations range from open‑pit mines in the North West Province to deep underground gold mines in Gauteng.
Typical Operating Conditions
Open‑Pit: Equipment moves 10–20 times per day, cables dragged 100–500 m over rough basalt or quartzite, exposed to 35 °C ambient heat, intense UV, and frequent contact with diesel and hydraulic oil.
Underground: High humidity up to 95 %, temperatures from 28 °C to 45 °C, exposure to acidic mine water, and constant vibration from machinery.
Case Study 1: Platinum Mine, North West Province
A major platinum operation near Rustenburg was using standard 1 kV rubber cables to power hydraulic shovels. The average service life was 2.5 months, with failures caused by jacket cuts and conductor breakage. The mine switched to Type W 3 × 120 mm² (2/0 AWG) 2 kV cables.
Results:
Continuous service life extended to over 24 months.
Maintenance and replacement costs reduced by 60 %.
Cable‑related downtime dropped from an average of 8 hours per month to less than 1 hour.
Case Study 2: Deep Gold Mine, Gauteng
In a mine operating at 2,500 meters depth, shuttle cars were experiencing insulation leakage and ground faults due to corrosion of the bare ground conductor. By switching to Type W cables without exposed ground wires, the mine eliminated corrosion‑related faults and improved system reliability. The cables remained flexible despite temperatures above 38 °C and high humidity.
Feichun Type W: Equivalent and Cost‑Effective Alternative
While Prysmian and General Cable are well‑established brands, many South African operators seek reliable alternatives that offer the same technical performance but with better availability and pricing. Feichun Type W cables meet this requirement.
Compliance and Technical Parity
Standards: Fully manufactured to ICEA S‑75‑381 / NEMA WC‑58, with dimensions, materials, and electrical ratings identical to the original specifications.
Construction: Class I flexible copper, EPR insulation, polyester braid reinforcement, and CPE or LS0H TPU jacket.
Certifications: ISO 9001, CE, and independent test reports confirming mechanical and electrical performance equal to international brands.
Key Advantages
Price: Typically 20–30 % lower than imported Western brands, improving the total cost of ownership.
Lead Time: 4–6 weeks for standard configurations, compared to 12–16 weeks from overseas suppliers.
Customization: Fast delivery of non‑standard lengths, colors, and jacket materials, ideal for project‑specific requirements.
Logistics: Stocked in regional hubs, reducing delays at South African ports.
Selection, Installation and Maintenance
To get the full life from Type W cables, proper selection and handling are essential.
How to Select
Determine Load: Calculate the operating current and select the appropriate size from the ampacity table.
Core Count: 2‑core for simple circuits; 3‑core for three‑phase; 4‑core where additional circuit capacity is needed.
Environment: Choose standard CPE for general use; select LS0H TPU for underground areas requiring low smoke and zero halogen.
Reel Length: Order in 300 m standard lengths or specify exact lengths to minimize waste.
Installation Best Practices
Bending: Never go below the minimum radius of 6 × OD. Tighter bends damage internal layers.
Protection: Use rollers or cable trays where possible; avoid dragging directly over sharp rock edges.
Termination: Strip insulation carefully without scoring the conductor. Seal ends to prevent moisture ingress.
Voltage: Do not exceed 2 kV rating.
Maintenance
Visual Inspection: Weekly checks for cuts, swelling, or hardening.
Electrical Testing: Measure insulation resistance every 3 months. Values above 100 MΩ indicate good condition.
Replacement: If jacket damage exceeds 30 % of thickness or conductors are exposed, replace the section immediately.
Frequently Asked Questions
Q: Can Type W be buried directly in soil?
A: Yes, the design allows direct contact with soil and outdoor exposure, making it suitable for temporary or semi‑permanent ground‑laying.
Q: Does it require a separate ground conductor?
A: No, it is designed for systems where no bare ground is required. Insulated ground conductors can be added if local regulations mandate it.
Q: Can it replace Type G cables?
A: Yes, in most surface and underground metal mines. It is more flexible and often simpler to install, though it does not include an internal ground‑check monitor.
Q: Are Feichun cables fully interchangeable?
A: Yes, they meet the same ICEA dimensions and electrical ratings, so they fit the same connectors and operate at the same performance level.
Conclusion
Type W mining cables represent the successful integration of material science, mechanical design, and electrical safety. They solve a specific but widespread problem: how to deliver power reliably to equipment that moves, works hard, and operates in environments that destroy ordinary cables.
Their 2 kV rating, 90 °C continuous service, and construction from high‑grade copper, EPR insulation, fiber reinforcement, and CPE jackets give them a service life 4 to 8 times longer than standard cables. In South Africa, where every hour of downtime has a direct impact on profitability, this difference translates into significant savings and safer operations.
Feichun Type W cables bring these same benefits within easier reach, offering full compliance, competitive pricing, and faster delivery. Whether you are operating in the open‑pit fields of Limpopo or deep underground in the Free State, Type W remains the balanced, reliable choice for heavy‑duty portable power distribution.
If you are looking to upgrade your trailing cables or need a reliable equivalent solution for your South African mining operations, contact the Feichun technical team today.
We provide full technical data sheets, pricing, and shipping arrangements to all major mining hubs across Southern Africa.

Email Address: Li.wang@feichuncables.com
© 2025. All rights reserved.


One-click to Quickly Contact
Products
Contact
Company
Location:
Building A Private Science and Technology Park, Hefei Economic and Technological Development Zone, Anhui Province, China
Heat Resistant Cable
WhatsApp: +86 17333223430
Social Media: