Anhui Feichun Special Cable Co.,Ltd Email: Li.wang@feichuncables.com


Why South African Mines and Ports Choose OPTOFLEX G62.5/125, G50/125 & E9/125 Flexible Rubber Fibre Optic Cables for High-Speed Data Transmission on Cranes and Reeling Systems
For South Africa’s mines, ports, bulk terminals, and heavy material handling facilities, operating equipment like cranes, reeling drums, and festoon systems under extreme conditions demands more than standard cables. OPTOFLEX flexible rubber fibre optic cables deliver consistent, high-bandwidth data transmission where copper cables and static fibre optics fail. Built for continuous motion, electromagnetic immunity, and harsh outdoor environments, this solution has become the preferred choice across major industrial hubs including Cape Town, Durban, Richards Bay, and Sishen. This article explains the engineering principles, material science, performance specifications, and real-world applications that make OPTOFLEX the reliable backbone for modern automation in Southern Africa.
Li.Wang
7/2/202614 min read


Introduction – The Challenge of Reliable Data Transmission in Motion
In South Africa, the mining, port, and metallurgical sectors form the foundation of the national economy. Operations across the country’s major industrial regions involve heavy machinery, large-scale material handling, and increasingly complex automation systems. From container terminals and coal export facilities to open-pit mines and smelting plants, equipment such as rail-mounted gantry cranes, rubber-tyred gantries, stacker-reclaimers, and overhead travelling cranes must operate continuously, often in difficult environmental conditions.
As these industries move toward Industry 4.0 and digital transformation, the demand for high-speed, stable data communication has grown significantly. Modern control systems rely on industrial Ethernet, SCADA platforms, video surveillance, and remote diagnostics to improve efficiency, safety, and productivity. However, this transition exposes a critical limitation in traditional infrastructure: the cables used to transmit signals and data between fixed control rooms and moving equipment are often the weakest link in the system.
Two conventional solutions have long been used for this purpose: copper control cables and standard fixed-installation fibre optic cables. Each presents distinct disadvantages in dynamic applications. Copper cables are susceptible to electromagnetic interference from variable frequency drives, large electric motors, transformers, and arc furnaces—equipment common in mines and smelters. This interference causes signal distortion, communication errors, and even unplanned shutdowns. Furthermore, copper cables have limited bandwidth and experience higher signal attenuation over longer distances, making them unsuitable for modern high-speed protocols.
Standard fibre optic cables, while immune to interference and capable of high data rates, are designed for static or semi-static installation. Their construction does not account for repeated bending, twisting, pulling, and winding onto reels. Glass fibres, by nature, are brittle and prone to breaking or developing micro-bends when subjected to continuous mechanical stress. This results in increased signal loss, reduced performance, and eventual failure.
OPTOFLEX flexible rubber fibre optic cables represent a solution specifically engineered to address these challenges. They are not ordinary communication cables, but rather a complete optical and mechanical system designed to maintain low attenuation, high bandwidth, and stable communication even under prolonged dynamic operation and in the most demanding environments. Their value lies not only in the ability to transmit data, but in the ability to do so reliably where other technologies cannot.
What Is OPTOFLEX? Overview and Technical Specifications
OPTOFLEX is a range of heavy-duty flexible fibre optic cables manufactured by Prysmian Group, designed exclusively for signal and data transmission in moving equipment and cable management systems. The product line includes three main variants: G62.5/125, G50/125, and E9/125, each suited to different transmission requirements and operating distances.
All OPTOFLEX cables are developed and tested according to international standards, including FDDI, ISO/IEC 9314 Part 3, and DIN VDE 0888. Resistance to oil and chemical exposure is verified in accordance with DIN EN 60811-404 and DIN VDE 0473-811-404, ensuring consistent performance in industrial environments.
Optical Characteristics
The difference between the three models begins with the design of the optical fibre itself, which directly determines transmission capacity and distance limits.
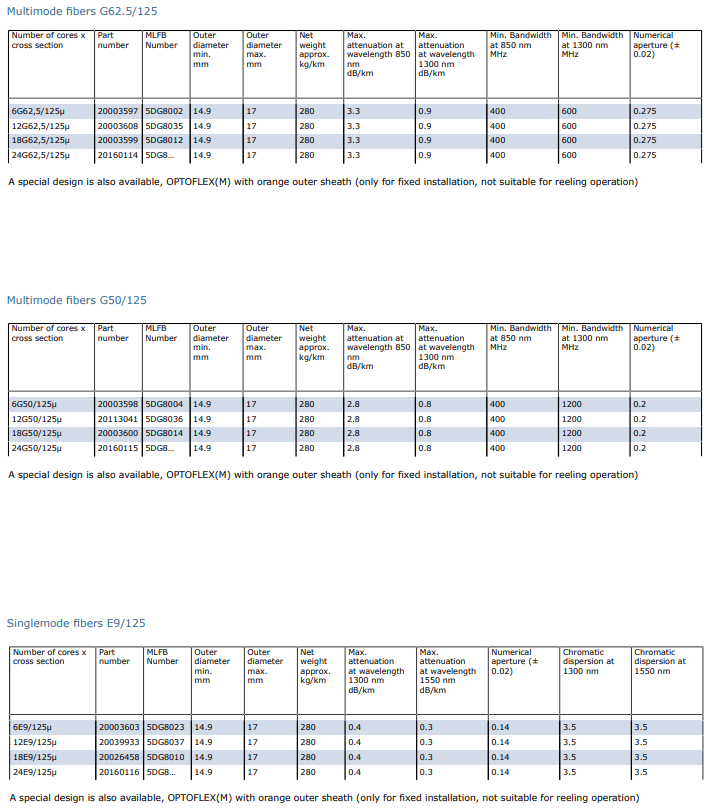
OPTOFLEX G62.5/125: A multimode fibre with a core diameter of 62.5 micrometres and a cladding diameter of 125 micrometres. It is classified as OM1 and offers a maximum attenuation of 3.3 dB/km at a wavelength of 850 nm and 0.9 dB/km at 1300 nm. The minimum bandwidth is 400 MHz·km at 850 nm and 600 MHz·km at 1300 nm, with a numerical aperture of 0.275. This configuration is well suited for shorter transmission distances and applications where cost efficiency is a priority.
OPTOFLEX G50/125: A multimode fibre with a smaller core of 50 micrometres and the same 125 micrometre cladding. Rated as OM2, it provides lower attenuation at 2.8 dB/km at 850 nm and 0.8 dB/km at 1300 nm. The bandwidth is significantly improved, reaching 400 MHz·km at 850 nm and 1200 MHz·km at 1300 nm, with a numerical aperture of 0.20. This makes it ideal for medium distances and higher-speed data networks.
OPTOFLEX E9/125: A single-mode fibre with a core of only 9 micrometres and 125 micrometre cladding, conforming to OS2 standards. It offers ultra-low attenuation values of 0.4 dB/km at 850 nm and 0.3 dB/km at 1300 nm, supporting long-distance transmission with minimal signal loss. Its numerical aperture is 0.14, and it maintains consistent performance over runs of several kilometres.
All fibres are coated to an outer diameter of 250 micrometres and marked with a specially developed colour coding system, allowing for easy identification and termination during installation.
Mechanical and Environmental Specifications
The physical properties of OPTOFLEX are what set it apart from standard cables. Regardless of the fibre type, the construction maintains consistent mechanical ratings:
Temperature range: For fixed installation, operation is permitted from -40 °C up to +80 °C. In fully flexible, continuous motion, the minimum operating temperature is -35 °C, with the same upper limit of +80 °C. This allows the cable to function reliably through the cold nights of the Highveld region and the intense heat of coastal terminals.
Mechanical strength: The cable is rated for a maximum tensile load of 500 Newtons and can withstand torsional stress of ±50 degrees per metre. This means it resists stretching and twisting forces that would damage ordinary cables.
Bending requirements: The minimum bending radius is 125 millimetres for fixed installation and festoon systems, increasing to 250 millimetres when used on reeling drums. For S-shaped directional changes, a minimum distance of 20 times the cable diameter must be maintained to avoid sharp bends.
Operating speed: The cable is approved for use on gantry reeling systems at speeds of up to 12 metres per minute, matching the movement rates of most large-scale handling equipment.
Chemical and weather resistance: The outer sheath is resistant to oil, ozone, ultraviolet radiation, and moisture, allowing unrestricted use both indoors and outdoors. It is designed to withstand salt-laden air, dust, and humidity common in South African ports and coastal facilities.
Standard Configurations
OPTOFLEX is available in multiple core counts to suit different system requirements: 6, 12, 18, and 24 cores. All variants have an outer diameter between 14.9 and 17 millimetres and an approximate weight of 280 kilograms per kilometre. A special version, designated OPTOFLEX(M), features an orange outer sheath and is intended only for fixed installation, as it lacks the mechanical reinforcement required for continuous reeling or flexing.
Engineering Design and Material Science: How It Works
The performance of OPTOFLEX is the result of a carefully engineered structure that combines optical science, material mechanics, and fatigue engineering. The design follows a clear principle: separate the functions of signal transmission and mechanical load-bearing, ensuring that the delicate optical fibres remain protected and stress-free while the rest of the structure absorbs all external forces.
From the centre outward, the cable is constructed in distinct layers, each selected for specific properties and working together as a unified system.
Central Strength Member: GFK
At the very core lies a supporting element made of glass-fibre reinforced plastic, known as GFK. This component is responsible for carrying the entire tensile load of the cable. Unlike steel wire, GFK offers high tensile strength, low weight, and a coefficient of thermal expansion very close to that of the optical fibres. This means that when the temperature changes, the supporting member and the fibres expand or contract at nearly the same rate, preventing internal stress or bending. By taking all the pulling force, the GFK ensures that the fibres remain in a neutral mechanical state, never subjected to tension or compression.
Optical Fibres and ETFE Loose Tubes
Surrounding the central strength member, the optical fibres are housed within hollow loose tubes made from ETFE, or ethylene-tetrafluoroethylene copolymer. Each tube is filled with a water-blocking compound identified as 7YI1. This arrangement is critical: the tube has an internal diameter larger than the outer diameter of the fibre, allowing for excess length or slack. This “fibre slack” acts as a buffer. When the cable is bent, stretched, or twisted, the tube moves, but the fibre itself remains free to shift inside without being forced into a tight radius. This design eliminates the risk of micro-bends, which are the leading cause of increased signal loss in moving cables.
ETFE is chosen for its excellent chemical resistance, wide temperature range, and low coefficient of friction. It remains flexible at temperatures as low as -65 °C and retains its strength up to 150 °C, providing a stable environment for the fibres in all conditions.
Inner Sheath and Polyester Reinforcement
Outside the loose tubes, an inner sheath of a specially formulated elastomer compound maintains the round shape of the cable and distributes radial pressure evenly. This layer is followed by a reinforcement of braided polyester threads, covering approximately 80 percent of the surface. Polyester is selected for its high tensile strength, fatigue resistance, and flexibility. The braided construction allows the cable to bend and twist freely while providing a continuous barrier against external forces. Any tension applied to the cable is transferred to the braid and then to the central GFK member, never reaching the fibres.
Outer Sheath: PCP Rubber Compound 5GM3
The outermost layer is formed from PCP rubber, specifically compound 5GM3, which is black in colour. This material is chosen for its exceptional resistance to abrasion, oil, ozone, and ultraviolet radiation. It provides the final protection against physical damage, chemical exposure, and weathering. The rubber compound remains flexible at low temperatures and does not become brittle or crack even after years of outdoor exposure.
Underlying Scientific Principles
The design of OPTOFLEX is built on three fundamental concepts:
First, total internal reflection governs the optical performance. Light injected into the core of the fibre travels through continuous reflection at the boundary between the core and cladding, where the refractive index changes. This mechanism allows signals to travel long distances with minimal attenuation, and because light is the medium, it does not create or react to electromagnetic fields.
Second, stress separation is the key to mechanical reliability. The load-bearing elements are completely separated from the signal-carrying elements. The fibres do not bear any mechanical stress, so they are protected from fatigue, which is the main cause of failure in moving systems.
Third, material compatibility ensures long-term stability. All layers are selected to have matching thermal expansion characteristics and chemical stability. This prevents gaps, delamination, or internal compression as environmental conditions change.
Performance and Economic Advantages
When evaluating cable solutions, technical performance is only one part of the decision. The operational and economic benefits determine the long-term value of the investment. OPTOFLEX addresses both aspects effectively.
Technical Benefits
The most immediate advantage is immunity to electromagnetic interference. Unlike copper, optical signals do not generate electromagnetic fields, nor are they affected by them. This means that in the vicinity of large motors, variable frequency drives, transformers, and high-voltage equipment—common in mines and smelters—data transmission remains stable and error-free.
The bandwidth and distance capabilities support the requirements of modern automation. While copper cables struggle to transmit high-speed data over distances greater than a few hundred metres, OPTOFLEX can carry signals reliably for up to several kilometres, allowing for the integration of industrial Ethernet, video feeds, and control signals over a single cable.
In terms of durability and reliability, the design extends the operational life significantly. In dynamic applications, the mean time between failures for standard cables is typically between 8,000 and 12,000 operating hours. OPTOFLEX has a proven MTBF of more than 40,000 hours, representing a fivefold increase in service life. It also passes rigorous bending and reversed bending tests, confirming its ability to withstand millions of cycles of movement without degradation.
Operational and Economic Value
Although the initial purchase price of OPTOFLEX is higher than that of conventional copper cables, the total cost of ownership is lower over the full lifecycle. Studies and field data show that the overall cost reduction can reach approximately 35 percent when factoring in longer service life, fewer replacements, and reduced maintenance requirements.
The reduction in downtime is perhaps the most significant benefit. In industries such as mining and port operations, where equipment runs continuously, an unplanned stoppage can cost thousands of Rands per hour. By eliminating frequent cable failures, OPTOFLEX ensures higher availability and greater productivity.
Additionally, the technology is future-proof. The bandwidth capacity of the fibre optic infrastructure is sufficient to support not only current systems but also the next generation of automation, remote monitoring, and data analytics tools. This means that the cable installed today will not need to be replaced when control systems are upgraded in five to ten years.
Applications Across South Africa
The benefits of OPTOFLEX are not theoretical; they have been demonstrated extensively in the operating environments of South Africa. The country’s ports, mines, and processing plants present some of the most challenging conditions in the world, and the cable has proven its ability to perform under these circumstances.
Challenges in the Local Industry
South African operators face three main difficulties in their communication infrastructure:
Electromagnetic interference: Heavy industry relies on large electrical equipment that creates intense magnetic fields, which corrupt signals in copper cables.
Mechanical stress: Cranes and material handling systems are in constant motion, bending and winding cables onto reels or along festoon tracks, causing rapid wear and fatigue.
Bandwidth limitations: The shift to digital control and monitoring requires data rates that older technologies cannot support.
OPTOFLEX addresses all three issues simultaneously.
Port Operations
Ports are among the most demanding environments. Equipment is exposed to salt air, high humidity, strong sunlight, and temperature fluctuations, while operating around the clock.
At the Port of Cape Town, rail-mounted gantry cranes use OPTOFLEX G50/125 18-core cables. These cranes operate at speeds between 8 and 12 metres per minute, moving containers along the quay. The cables are subjected to continuous winding and unwinding, as well as the corrosive effects of the ocean atmosphere. Since installation, the system has operated for seven years without a single fibre breakage. The failure rate has dropped by 92 percent compared to the previous copper-based system. The fibre optic link supports simultaneous transmission of PLC control signals, CCTV video feeds, and container weighing data, ensuring smooth and efficient operations.
At Richards Bay Coal Terminal, the largest coal export facility in Africa, shiploaders and stacker-reclaimers require reliable communication between the control room and the moving equipment. The combination of coal dust, high humidity, and coastal winds creates a harsh environment. OPTOFLEX provides the necessary stability for SCADA systems and real-time monitoring, allowing operators to manage the loading process with precision and safety.
Similarly, at the Port of Durban, rubber-tyred gantry cranes and ship-to-shore cranes rely on flexible fibre optics to maintain data links. The cables operate reliably despite the electrical noise generated by the high-power drives and motors used in the equipment.
Mining and Metallurgy
Mining operations are often located in remote areas with extreme temperature variations, from hot days to freezing nights. The Sishen Mine, one of the largest open-pit iron ore mines in the world, uses large stacker-reclaimers and long-distance conveyor systems. These machines travel over hundreds of metres, and the presence of high-voltage power lines and heavy machinery creates a high-interference environment. OPTOFLEX cables provide stable communication links that are unaffected by electromagnetic fields, allowing for precise automation and monitoring.
In Mpumalanga, a manganese smelting plant uses a 32-tonne overhead crane with a span of 30 metres. The crane is fitted with OPTOFLEX E9/125 single-mode cable. The distance between the control room and the crane is 1.2 kilometres, and the area is surrounded by powerful arc furnaces that create intense magnetic fields. Even under these conditions, the system maintains a steady transmission speed of 100 Mbps without any signal distortion or loss.
Water and Industrial Facilities
In the Western Cape, a large seawater desalination plant operates in a highly corrosive environment with constant exposure to salt spray and moisture. The facility uses a 3.2-tonne overhead crane with four electric hoists, fitted with OPTOFLEX G62.5/125 cables. In comparison to previous polyurethane-sheathed cables, the rubber compound in OPTOFLEX has shown far better resistance to weathering and chemical attack. The maintenance interval has been extended to two years, reducing inspection and replacement costs significantly.
Feichun: A Reliable Equivalent Alternative
While OPTOFLEX from Prysmian Group is the industry benchmark, operators and procurement teams often seek alternatives that offer the same technical performance at a more competitive price and with shorter delivery times. Feichun Cables provides a fully equivalent solution that matches the specifications and quality standards of the original product.
Why Feichun Cables Are a Valid Replacement
Feichun’s flexible fibre optic cables follow the exact same construction principles and material specifications. They are designed and tested to meet the same international standards: ISO/IEC 9314, DIN VDE 0888, and DIN EN 60811 series. This means they offer identical mechanical and optical performance:
Same structure: Central GFK strength member, ETFE loose tubes with filling compound, polyester braid reinforcement, and 5GM3-grade rubber outer sheath.
Matching ratings: Tensile strength of 500 N, torsion resistance of ±50 degrees per metre, temperature range from -40 °C to +80 °C, and the same bending radius requirements.
Optical performance: Attenuation and bandwidth values are consistent with the original specifications for G62.5/125, G50/125, and E9/125 types.
Practical Advantages
Beyond technical equivalence, Feichun offers practical benefits for the Southern African market:
Cost efficiency: The pricing structure is more competitive, reducing the overall investment without compromising quality.
Shorter lead times: Stock availability and regional supply chains allow for faster delivery, which is critical when replacing damaged cables or completing new projects.
Full documentation: Each cable is supplied with test reports, certificates of compliance, and technical datasheets, making it easy to integrate into existing systems and meet procurement requirements.
Feichun cables can be installed as a direct drop-in replacement for OPTOFLEX in all applications, including reeling drums, festoon systems, and moving cranes.
Selection Guide and Installation Best Practices
Choosing the right cable variant ensures optimal performance and cost-effectiveness. The selection depends on the distance, data rate, and application type.
OPTOFLEX G62.5/125: Recommended for short to medium distances, typically up to 300 metres, and applications where the budget is a key consideration. Suitable for overhead cranes, smaller material handling systems, and basic control networks.
OPTOFLEX G50/125: The preferred choice for medium distances up to 800 metres and systems requiring higher bandwidth. Ideal for industrial Ethernet, video monitoring, and multi-protocol control on large port cranes and stackers.
OPTOFLEX E9/125: The solution for long-distance applications, such as in large mines, terminals, and facilities where the distance between control rooms and equipment exceeds 1 kilometre. Its low attenuation ensures clear signals over extended runs.
OPTOFLEX(M): Reserved only for fixed wiring, such as connecting junction boxes or stationary equipment. It is not designed for continuous movement or reeling.
Installation Guidelines
To ensure maximum service life, certain installation practices must be followed:
Respect bending radii: Do not bend the cable tighter than 125 mm for fixed runs and 250 mm for reeling applications.
Maintain clearances: For S-shaped turns, keep the distance between direction changes at least 20 times the cable diameter.
Avoid over-tension: Ensure that the cable is guided smoothly and does not carry excessive pulling force beyond its rated capacity.
Protect edges: Use rollers or guides to prevent abrasion against sharp metal surfaces or structure corners.
Frequently Asked Questions
Q: Can this cable replace copper control cables completely?
A: Yes, for all data and communication functions. It offers higher bandwidth and immunity to interference. Power circuits must remain separate, as the cable is designed only for optical signal transmission.
Q: Is it difficult to splice or terminate these cables?
A: No. The fibres are standard types, and termination follows the same procedures used for other industrial fibre optics. Fusion splicing and mechanical connectors are fully compatible.
Q: Does the cable require special maintenance?
A: Maintenance is minimal. Periodic visual inspections to check for damage to the outer sheath and proper alignment on reels or guides are sufficient. No electrical testing is required.
Q: Can it be used underground or in mines?
A: Yes. The construction meets the necessary mechanical and environmental standards, and the rubber sheath provides protection against moisture and chemical exposure.
Conclusion
The transition to automated and intelligent operations in South Africa’s heavy industries places new demands on the infrastructure that supports them. Cables are the arteries of modern industrial systems, and when they are not suited to their environment, they become the source of failure and lost productivity.
OPTOFLEX and its equivalent solutions represent a shift in how engineers and procurement professionals think about communication links. They are not just cables; they are engineered systems that combine optical physics, material science, and mechanical design to solve problems that standard products cannot. By separating the functions of signal transmission and load-bearing, and by carefully selecting materials that work together in harmony, these cables deliver performance that remains consistent year after year.
For mines, ports, and industrial facilities across Southern Africa, the choice is clear: a flexible fibre optic cable designed for motion provides reliability, reduces costs, and creates a stable foundation for future technological upgrades. Investing in infrastructure that is built to last ensures that operations remain efficient, safe, and competitive for years to come.
If you require flexible rubber fibre optic cables for cranes, reeling systems, festoon tracks, or any dynamic industrial application, contact the Feichun Cables technical team. We can provide detailed datasheets, pricing, and lead times tailored to your project needs.



Email Address: Li.wang@feichuncables.com
© 2025. All rights reserved.


One-click to Quickly Contact
Products
Contact
Company
Location:
Building A Private Science and Technology Park, Hefei Economic and Technological Development Zone, Anhui Province, China
Heat Resistant Cable
WhatsApp: +86 17333223430
Social Media: