Anhui Feichun Special Cable Co.,Ltd Email: Li.wang@feichuncables.com


Type 66 & 66 ECC 3.8/6.6kV Flexible Trailing Cables for South African Mines: SANS 1520-2 Reinforced CR Sheath Engineering for Draglines, Shovels & Drills
Type 66 & 66 ECC 3.8/6.6kV flexible trailing cables meet SANS 1520-2 and South African mining safety regulations. Purpose-built for draglines, shovels, drills and mobile equipment in open-cast and hazardous areas, with Class 5 tinned copper, EPM insulation, copper braid screening and reinforced CR sheathing for superior mechanical toughness and electrical safety. All technical specifications align fully with ABERDARE’s official product brochure.
Li.Wang
7/17/202615 min read


Introduction
South Africa’s mining sector forms the backbone of the country’s industrial economy, with major operations spanning coalfields in Mpumalanga, vast iron ore deposits in the Northern Cape, world-leading platinum group metal reserves around Rustenburg, and gold and copper projects across Limpopo and the Free State. Every one of these sites relies on medium-voltage power to run its most critical mobile equipment – from rope shovels and blasthole drills to draglines and mobile crushing plants. Unlike fixed installations where cables run along permanent racks or underground ducts, these machines move constantly, dragging their power supply across uneven terrain, winding it onto heavy-duty reels, and subjecting it to extreme tension, twisting, abrasion and temperature swings.
For decades, mine operators have faced a persistent challenge: standard general-purpose power cables designed for static use fail rapidly under these dynamic conditions. PVC-sheathed cables crack within months, XLPE insulation becomes brittle after repeated flexing, and poor screening or inadequate fault paths create serious safety risks in hazardous zones. This is where Type 66 and Type 66 ECC 3.8/6.6kV flexible trailing cables stand apart. They are not simply standard cables with a higher voltage rating – they are a purpose-engineered solution built from the ground up to meet the unique demands of South African mining, fully compliant with SANS 1520-2 and certified under SANS 1520 Part 11 with SABS permit number 3660/6352.
Developed specifically for open-cast operations and hazardous areas as defined in South Africa’s Minerals Act of 1991, these cables combine advanced materials science, rigorous mechanical design and deep alignment with local safety legislation to solve problems that conventional cables cannot address. Their core design – Class 5 tinned copper conductors, triple co-extruded EPM insulation and semi-conducting screens, individual copper-textile braid screening, and a reinforced extra-heavy-duty CR sheath – delivers three key benefits that define their value: full regulatory compliance, exceptional reliability in the harshest operating conditions, and lower total cost of ownership over the full service life.
To understand why these cables have become the benchmark for medium-voltage mobile power in South African mining, it is necessary to look beyond their basic specifications and examine the engineering principles behind every layer, the way they align with local laws, and how they perform in real-world operations across the country’s major mining regions.
Regulatory and Standard Compliance: Built for South African Mining Requirements
Mining is one of the most heavily regulated industries in South Africa, and power systems for mobile equipment in hazardous areas are subject to some of the strictest requirements in the world. Type 66 and Type 66 ECC cables are designed to meet every applicable standard and piece of legislation, eliminating compliance risks that can lead to shutdowns, fines or safety incidents.
The primary technical standard governing these cables is SANS 1520-2, which specifically covers flexible trailing cables for use in mines, with voltage ratings from 3.8/6.6kV up to higher system levels. This standard sets out mandatory requirements for conductor construction, insulation materials, screening, sheath performance, mechanical strength and electrical testing – all of which Type 66 and Type 66 ECC meet or exceed. They are also certified under SANS 1520 Part 11, with official SABS approval under permit number 3660/6352, meaning they have passed independent testing by South Africa’s national standards body and are accepted by mine safety regulators nationwide. Supporting these core standards are alignment with SANS 1411-1 for copper conductors and SANS 1411-3 for rubber insulation and sheath compounds, ensuring every material used meets national quality benchmarks.
Beyond technical standards, these cables are fully aligned with South African mining legislation, starting with the Minerals Act of 1991 and updated by the Mine Health and Safety Act. These laws explicitly require that all medium-voltage trailing cables used in hazardous areas feature individually screened cores and a reliable dedicated path for earth fault current, to prevent ignition of flammable gases, limit touch voltages and ensure fast operation of protective relays. Many imported or generic cables fail these requirements, as they are built for different regulatory environments and lack either the full individual screening or the low-resistance fault return path mandated in South Africa. Type 66 and Type 66 ECC cables satisfy both requirements: every power core has its own copper braid screen, and the ECC variant adds a dedicated Earth Continuity Conductor to deliver even lower resistance for fault currents.
This compliance is not just a matter of paperwork – it directly impacts daily operations. Mine safety officers will not approve power systems that do not meet these standards, and insurers may refuse coverage for incidents linked to non-compliant equipment. By building these requirements into the core design, Type 66 and Type 66 ECC cables remove a major source of risk and administrative burden for mine operators, making them the default choice for sites that need to meet regulatory requirements without compromise.
Construction, Materials and Engineering Principles
Every layer of Type 66 and Type 66 ECC cables is selected and engineered to work as part of an integrated system, balancing electrical performance, mechanical durability and environmental resistance. All specifications in this section match exactly the data in the official ABERDARE product brochure.
Power Core Design: The Foundation of Electrical and Mechanical Performance
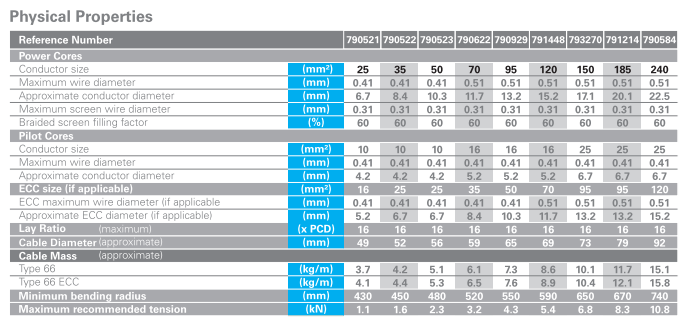
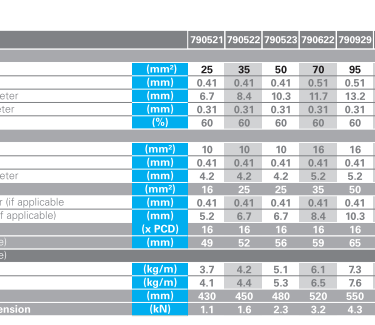
The innermost component of each power core is the Class 5 tinned annealed copper conductor, available in cross-sectional areas from 25mm² to 240mm². The maximum diameter of individual copper wires ranges from 0.41mm for smaller sizes up to 0.51mm for larger conductors, with approximate overall conductor diameters from 6.7mm for 25mm² to 22.5mm for 240mm². Class 5 stranding is critical here: unlike the solid or coarse-stranded conductors used in fixed cables, the large number of fine wires distributes bending stress evenly across the entire cross-section. When a cable is dragged or wound onto a reel, the outer surface stretches and the inner surface compresses; fine stranding allows each wire to move slightly relative to its neighbours, preventing stress concentrations that would cause fatigue and breakage over time. The tin coating on every wire adds another layer of protection, resisting corrosion from acidic mine water, sulphur compounds and salt-laden air in coastal mining regions, while also keeping contact resistance low at terminations.
Immediately surrounding the conductor is a triple co-extruded layer system, applied in a single manufacturing step to eliminate gaps between layers. The first layer is a semi-conducting conductor screen, which fills the spaces between the outermost copper wires and creates a smooth cylindrical surface. This follows the principle of electric field control: sharp edges and gaps between individual wires create localised high electric field strengths that can lead to partial discharge and premature insulation failure. By smoothing this surface, the semi-conducting screen ensures the electric field is evenly distributed across the full insulation layer.
Next is the EPM (Ethylene-Propylene Rubber) insulation, chosen for its outstanding electrical properties and flexibility. EPM has very low dielectric loss, high resistance to partial discharge, and retains its mechanical properties across a wide temperature range, supporting continuous operation at a maximum conductor temperature of 90°C – significantly higher than the 70°C or 80°C limits of many general-purpose rubber insulations. This higher temperature tolerance means the cable can carry more current for the same cross-sectional area, reducing the size and cost of cable needed for a given load.
The third layer in the triple extrusion is a strippable semi-conducting core screen, which forms the outer boundary of the insulation system. It maintains the uniform electric field outside the insulation, preventing air gaps between the insulation and the overall screen from causing partial discharge, and is formulated to peel away cleanly during cable termination without damaging the insulation – a feature that saves significant time and reduces errors during on-site installation and repair.
Individual Core Screening and Core Assembly
Each insulated power core is wrapped in a tinned copper and textile braid screen, with a minimum coverage factor of 60 percent and a maximum individual wire diameter of 0.31mm. This screen serves two equally important functions: electrically, it contains the electric field within the core, reduces electromagnetic interference with control and communication systems, and provides a primary path for earth fault current; mechanically, the textile fibres within the braid add abrasion resistance and flexibility, preventing the copper wires from breaking when the cable bends or twists.
Three screened power cores are then laid up together with EPM-insulated pilot cores filling the gaps between them. The maximum lay ratio – the length of one full turn of the cores around the cable axis relative to the overall diameter – is limited to 16 times the pitch circle diameter. This ratio is carefully chosen to balance flexibility and structural integrity: a tighter lay would make the cable stiffer and harder to bend, while a looser lay would leave the cores vulnerable to shifting and twisting under tension.
This is where the two variants differ: Type 66 includes three pilot cores for control, monitoring or communication functions, while Type 66 ECC replaces one pilot core with a dedicated tinned Earth Continuity Conductor (ECC). The ECC is sized to match the power core rating, ranging from 16mm² for 25mm² power cores up to 120mm² for 240mm² power cores, with individual wire diameters from 0.41mm to 0.51mm and overall diameters from 5.2mm to 15.2mm. Adding this dedicated conductor follows the principle of fault protection reliability: while the core screens can carry fault current, a separate ECC provides a consistent low-resistance path that is less likely to be damaged by abrasion or installation errors, ensuring protective relays trip within the required time and limiting touch voltages to safe levels even under worst-case fault conditions.
Reinforced Sheath System and Physical Specifications
The entire assembled core is protected by a reinforced extra-heavy-duty CR (Chloroprene Rubber) or equivalent compound sheath, the first line of defence against the mine environment. CR is selected for its unique combination of properties: excellent resistance to ozone and ultraviolet radiation from constant open-cast sunlight, resistance to mineral oils, greases and common mine chemicals, high tear and tensile strength, and inherent flame retardancy that meets mine fire safety requirements. Inside the CR sheath, an integrated reinforcing layer provides additional mechanical strength, limiting elongation under tension and preventing the sheath from stretching or tearing when the cable is dragged over sharp rocks or pulled at maximum load.
The finished cable has an overall diameter ranging from 49mm for the smallest 25mm² size up to 92mm for the 240mm² size. Mass per unit length ranges from 3.7kg/m (Type 66, 25mm²) to 15.1kg/m (Type 66, 240mm²), while Type 66 ECC is slightly heavier at 4.1kg/m to 15.8kg/m respectively. Mechanical limits are set based on extensive testing: minimum bending radius ranges from 430mm to 740mm, roughly six times the cable diameter to avoid overstressing the insulation and conductors, while maximum recommended tension ranges from 1.1kN for the smallest size up to 10.8kN for the largest – the highest load the cable can safely carry without permanent damage to its internal structure.
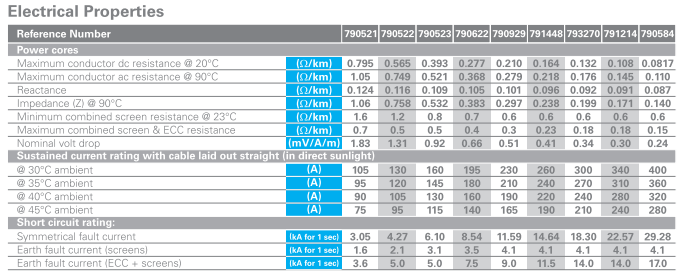
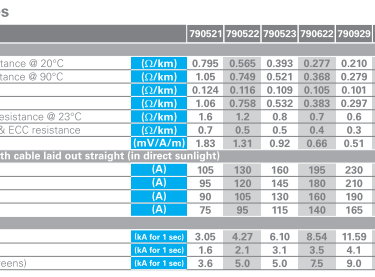
Full Electrical Performance Data
All electrical properties are tested and verified in line with SANS standards, with values as follows:
Maximum DC resistance of power conductors at 20°C: from 0.795Ω/km for 25mm² down to 0.0817Ω/km for 240mm²
Maximum AC resistance at 90°C: from 0.124Ω/km down to 0.087Ω/km; reactance from 1.05Ω/km down to 0.087Ω/km
Total impedance at 90°C: from 1.06Ω/km down to 0.140Ω/km
Minimum combined screen resistance at 23°C: from 1.6Ω/km down to 0.6Ω/km
Maximum combined screen and ECC resistance: from 0.7Ω/km down to 0.15Ω/km
Nominal voltage drop: from 1.83mV/A/m down to 0.24mV/A/m
Current ratings are calculated for cables laid straight and exposed to direct solar radiation, as is standard in open-cast mining:
At 30°C ambient: 105A to 400A
At 35°C ambient: 95A to 360A
At 40°C ambient: 90A to 320A
At 45°C ambient: 75A to 280A
Short-circuit performance is critical for safety and equipment protection:
Symmetrical short-circuit current rating (1 second): 1.6kA to 29.28kA
Earth fault current rating via screens alone: 3.05kA to 4.1kA
Earth fault current rating with screens plus ECC: 3.6kA to 17.0kA
Custom options are also available, including cables with extendable pilot cores designed for use on long-travel reel systems where extra flexibility is required.
Key Advantages Over Conventional Medium-Voltage Cables
The difference between Type 66 / 66 ECC cables and standard 6.6kV XLPE or PVC-sheathed cables comes down to one fundamental distinction: conventional cables are engineered to transmit power reliably while stationary, while Type 66 and Type 66 ECC cables are engineered to transmit power reliably while moving.
Standard cables use thick, rigid XLPE insulation and coarse-stranded or solid conductors that perform well in fixed ducts or trays, but develop fatigue cracks in the insulation and broken strands in the conductors after just a few thousand flex cycles. Their PVC or low-grade rubber sheaths offer little resistance to UV radiation, becoming brittle and cracking after months of exposure to African sunlight, and tear easily when dragged over sharp rock or caught under heavy machinery. Most also use only an overall screen rather than individual core screens, failing to meet South African hazardous area requirements, and rely on a thin separate earth wire that can be damaged or disconnected during rough handling.
Type 66 and Type 66 ECC cables address every one of these weaknesses:
Proven dynamic performance: The Class 5 stranding and flexible EPM insulation have been tested to withstand millions of flex cycles without conductor breakage or insulation failure, making them suitable for continuous winding and dragging on equipment that moves every shift.
Superior environmental resistance: The CR sheath does not degrade under UV exposure or ozone, resists attack by common mine fluids, and remains flexible at temperatures as low as -25°C, while EPM insulation retains its properties even at the maximum rated conductor temperature of 90°C.
Regulatory and safety alignment: Individual core screens and the dedicated ECC ensure compliance with local laws, while the low fault loop resistance ensures protection systems operate correctly and reduce the risk of ignition or electric shock.
Lower long-term costs: While the initial purchase price is higher than generic alternatives, service life is typically three to four times longer, reducing the frequency of costly replacements and the downtime associated with unexpected cable failure. For a medium-sized open-cast mine, even a single day of downtime on a primary shovel can cost millions of rand in lost production, making reliability the most important factor in total cost of ownership.
Real-World Applications and South African Case Studies
Type 66 and Type 66 ECC cables are used across all major mining regions in South Africa, with proven performance in some of the country’s most demanding operations.
Typical Equipment and Operating Scenarios
These cables are designed for self-propelled electrically driven machines, portable apparatus and movable equipment in both open-cast and hazardous underground or near-surface areas. Common applications include:
Section feeders that move forward as the mining face advances
Medium-sized draglines and rope shovels used for overburden removal and ore loading
Rotary blasthole drills operating across large drill patterns
Mobile crushing and conveying systems that relocate as ore bodies are extracted
Any other medium-voltage equipment that requires frequent repositioning
Case Study 1: Mpumalanga Open-Cast Coal Mine
A medium-sized coal mine in eastern Mpumalanga operates a fleet of rope shovels that work across multiple benches, moving several times each shift. Each shovel drags its power cable up to 300 metres every day, over uneven ground and through areas with loose rock and coal debris. Prior to switching to Type 66 cables, the mine used standard PVC-sheathed medium-voltage cables, which typically developed sheath cracks and broken conductors within three to six months of installation. Replacement required shutdowns of both the shovel and downstream processing equipment, with an average of 12 to 15 unplanned outages per year linked to cable failure.
After switching to Type 66 cables, the mine saw an immediate improvement. The flexible EPM insulation and reinforced CR sheath withstand the constant dragging and bending, and as of the last site audit, the first batch of cables had been in service for over 24 months with no reported failures. The mine has since standardised on Type 66 for all its shovel and drill power cables, reducing unplanned downtime by more than 80 percent.
Case Study 2: Northern Cape Iron Ore Operation
A large iron ore mine in the Northern Cape uses heavy rotary blasthole drills operating in an environment characterised by high levels of abrasive dust, ambient temperatures that regularly exceed 40°C in summer, and intense year-round solar radiation. The mine’s original standard rubber cables suffered rapid UV degradation, with the sheath becoming brittle and flaking within six months, while abrasion from iron ore dust wore through the outer layer even faster.
Type 66 cables were trialled on one drill unit, and the results were monitored over 18 months. The UV-stable CR sheath showed no signs of embrittlement, and its high abrasion resistance reduced wear rates by more than 70 percent. The EPM insulation also performed consistently through wide temperature swings, from near-freezing winter nights to extreme midday heat. The mine has since rolled out Type 66 cables across all its drill fleet, extending cable service life from an average of eight months to more than three years.
Case Study 3: Rustenburg Platinum Mine Hazardous Area
A platinum operation near Rustenburg operates mobile loaders and drilling equipment in near-surface areas classified as hazardous under the Mine Health and Safety Act, due to the presence of potentially flammable gases. The site’s original trailing cables lacked individual core screening and had a high-resistance fault path, leading to repeated safety warnings from regulators and concerns that a fault could create a spark or unsafe touch voltage.
Switching to Type 66 ECC cables addressed both compliance and safety concerns. The individually screened cores meet hazardous area requirements, while the dedicated ECC reduced total fault loop resistance by more than 50 percent, ensuring protection relays trip within the required 100 milliseconds even for high-resistance faults. The mine has since received full safety approval for its mobile power systems, and has recorded no safety incidents linked to trailing cables since the upgrade.
Configuration Selection and Feichun Equivalent Alternative
Choosing between Type 66 and Type 66 ECC depends on site conditions, existing infrastructure and regulatory requirements.
Type 66 is the standard configuration, best suited for sites with a robust permanent earthing network, or where the pilot cores are needed for specific control or monitoring functions. It is widely used in open-cast areas with lower hazard ratings and well-maintained fixed earthing points.
Type 66 ECC is recommended for all hazardous areas, sites with limited or inconsistent earthing infrastructure, or equipment that is relocated frequently and does not maintain a reliable connection to a fixed earth. It is also preferred for larger machines like draglines and heavy shovels, where fault currents are higher and fast protection operation is critical. Many mines in South Africa now specify Type 66 ECC as the default for all medium-voltage trailing cables, to ensure consistency and compliance across all operations.
For mines looking for a fully certified equivalent to ABERDARE Type 66 and Type 66 ECC cables, Feichun brand cables offer a reliable alternative that matches all performance and compliance requirements. Feichun’s Type 66 and Type 66 ECC cables are designed to meet every requirement of SANS 1520-2 and SANS 1520 Part 11, with identical dimensions, electrical resistance values, short-circuit ratings and material specifications to the reference brochure. They are fully interchangeable with the original products, with no changes needed to installation procedures or protection settings.
Feichun offers three key advantages for South African mine operators:
Cost efficiency: Competitive pricing compared to traditional local suppliers, with no compromise on material quality or testing standards
Shorter lead times: Fast production and shipping schedules mean urgent replacement orders or expansion projects can be completed weeks faster than with standard supply chains
Full compliance documentation: All test reports, certification documents and traceability records are provided in line with SABS requirements, making safety audits and regulatory approval straightforward
Frequently Asked Questions
Can Type 66 and Type 66 ECC cables be used in underground mines?
Yes, they are suitable for both open-cast and underground applications, provided the voltage rating and hazardous area classification match the site requirements. They are particularly well suited for underground development areas where equipment is moved frequently.
What is the difference between SANS 1520-1 and SANS 1520-2?
SANS 1520-1 covers trailing cables with voltage ratings up to 1.9/3.3kV, while SANS 1520-2 applies to higher ratings including 3.8/6.6kV and above, with stricter requirements for screening, mechanical strength and fault performance.
Do I still need an ECC if my mine uses separate external earth cables?
Separate external cables are prone to damage or disconnection during movement, and do not provide the same consistent low-resistance path as an integrated ECC. For hazardous area compliance, an integrated ECC is strongly recommended and often required by local inspectors.
Can Feichun supply custom configurations?
Yes, Feichun can provide custom pilot core sizes, extendable pilot cores, different sheath colours and other modifications to match site requirements, while maintaining full SANS compliance.
How does the short-circuit rating compare to other trailing cable types?
Type 66 and Type 66 ECC cables have significantly higher short-circuit ratings than general-purpose trailing cables, reflecting their purpose-built design for medium-voltage systems and high-power mining equipment.
Conclusion
Type 66 and Type 66 ECC 3.8/6.6kV flexible trailing cables represent more than just a product – they are a practical solution developed from decades of experience in South African mining, combining deep understanding of local regulations, real-world operating conditions and fundamental engineering principles. They address the core limitations of conventional cables, delivering reliable power in dynamic environments while meeting the strictest safety standards, and offer clear value when measured against the high cost of downtime and safety incidents.
As South Africa’s mining sector continues to evolve, with larger equipment, stricter safety requirements and greater focus on sustainable operations, these cables will remain a critical component of mobile power systems. Whether used on coal mines in Mpumalanga, iron ore operations in the Northern Cape or platinum sites around Rustenburg, they provide the reliability, compliance and performance that modern mining demands.
For pricing, full technical datasheets or custom quotations for Type 66 and Type 66 ECC cables, contact the Feichun engineering team at Li.wang@feichuncables.com.

Email Address: Li.wang@feichuncables.com
© 2025. All rights reserved.


One-click to Quickly Contact
Products
Contact
Company
Location:
Building A Private Science and Technology Park, Hefei Economic and Technological Development Zone, Anhui Province, China
Heat Resistant Cable
WhatsApp: +86 17333223430
Social Media: