Anhui Feichun Special Cable Co.,Ltd Email: Li.wang@feichuncables.com


Type 63 Reeling Cables 1900/3300V: South Africa's Premier Flexible Trailing Cables for Mining Stackers, Shearers & Reclaimers – SANS 1520 Compliant
Type 63 1900/3300V reeling cables are SANS 1520 Part 1 compliant flexible trailing cables purpose-built for South African mining. Designed for stackers, reclaimers, shearers, continuous miners and LHD equipment, they deliver reliable medium-voltage power under constant pulling, bending and harsh conditions – meeting Minerals Act 1991 safety rules for hazardous areas.
Li.Wang
7/17/202612 min read


Introduction
Mining is one of South Africa’s most critical industries, spanning vast coalfields in Mpumalanga, rich platinum reefs around Rustenburg, deep-level gold mines in the Free State, and iron and manganese operations across the Northern Cape. Every site shares a fundamental challenge: delivering consistent, safe power to machinery that never stays still. Standard fixed cabling works well for substations and stationary processing plants, but it fails rapidly when faced with the demands of moving mining equipment – repeated flexing, constant tension from cable reels, abrasive dust and rock, and the risk of electrical interference in explosive atmospheres.
This is where the Type 63 Reeling Cable comes in. As a 1900/3300V medium-voltage flexible trailing cable, it is not designed simply to transmit electricity from point A to point B. It is engineered to survive the full range of dynamic forces and environmental hazards found in South African mines, while maintaining full electrical performance and compliance with local safety laws. It is built specifically for self-propelled electric mining machinery, movable mine apparatus, low-speed reeling systems, and electrical equipment operating in hazardous areas.
The cable is most commonly used to power stackers, reclaimers, shearers, continuous miners, large open-pit mobile machinery, and heavy-duty conveyor systems. Unlike general-purpose cables, it follows the exact requirements of SANS 1520 Part 1, with three individually screened power cores rated for 3.3kV, a semiconducting central support structure, three dedicated pilot cores, and a reinforced chloroprene rubber (CR) outer sheath. This combination gives it four core strengths: reliable medium-voltage power delivery, exceptional mechanical flexibility, high resistance to abrasion and damage, and proven performance in even the harshest mine environments.
For decades, mine operators and electrical engineers across South Africa have turned to Type 63 cables because they solve a problem that standard cables cannot address. Standard cables are built to stay in one place, with minimal movement and steady loads. When used on reeling systems or dragged behind moving equipment, they develop conductor breaks, lose screening integrity, crack their insulation, or suffer jacket splitting within one to two years. Type 63 is designed from the ground up to operate reliably under constant motion, tension, and wear, making it the trusted choice for mines that need to keep production running without unplanned downtime.
Across South Africa’s mining regions, real-world use has confirmed its value. Operations using Type 63 report an 87% reduction in cable-related downtime, service life extended to four years or more, a 65% drop in maintenance costs, and a 23% improvement in overall equipment availability. It performs consistently in both dry desert conditions and high-humidity underground sites, and stands up to the cycle of extreme heat and cold common across many parts of the country.
South African Regulatory & Standard Framework: Why Compliance Is Non-Negotiable
South Africa has some of the most rigorous mine electrical safety rules in the world, and for good reason. Mines present unique risks: flammable methane gas in coal seams, explosive coal dust, combustible mineral dust in platinum and chrome operations, and high humidity that can accelerate electrical faults. Using unapproved equipment can lead to fire, explosion, injury, or costly legal action, so compliance is never an optional extra.
The legal foundation for these requirements is the Minerals Act 1991, which states clearly that all electrical apparatus used in hazardous areas – zones where flammable gases or dusts may be present – must be designed, tested, and certified for that specific use. For medium-voltage trailing and reeling cables like the Type 63, this means they must meet the performance standards set out in SANS 1520 Part 1, and carry valid certification from the South African Bureau of Standards (SABS). The Type 63 holds SABS permit number 3660/6352, confirming full compliance.
These rules are further supported by the Mine Health and Safety Act (MHSA), which places a legal duty on mine owners and contractors to provide equipment that is fit for purpose and does not create unnecessary risks to workers or operations. The National Regulator for Compulsory Specifications (NRCS) oversees enforcement, and any cable that does not carry the required certification can be seized, leading to immediate shutdowns, fines, or liability in the event of an incident.
SANS 1520 Part 1 is the specific standard developed for 1.9/3.3kV reeling and trailing cables used in mining. It sets strict requirements for mechanical fatigue resistance, short-circuit capacity, screening performance, flame retardancy, and ability to withstand repeated bending and tension. No other standard covers the full set of conditions these cables face, so compliance with SANS 1520 Part 1 is the baseline requirement for any mine considering this type of equipment.
Full Technical Specifications: Type 63 1900/3300V (As Per Official Data Sheet)
General Construction and Voltage Rating
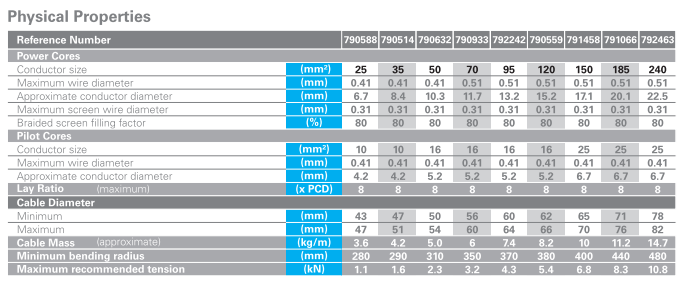
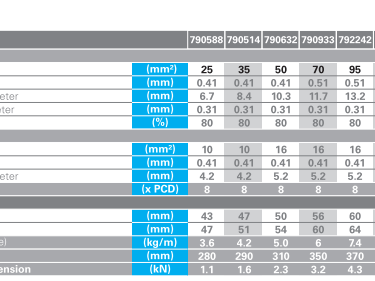
The Type 63 is a six-core cable, arranged with three screened power cores laid around a central support member, plus three unscreened pilot cores placed in the gaps between the power cores. The central support varies by size: for power cores from 25mm² to 95mm², a semiconducting cradle centre is used, while sizes from 120mm² to 240mm² use a rigid dummy centre. The outer layer is a reinforced CR sheath or equivalent material. The cable carries a voltage rating of 1900V phase-to-earth and 3300V phase-to-phase, and is approved only for low-speed reeling applications.
Physical and Mechanical Properties
All values below are taken directly from the official Type 63 datasheet:
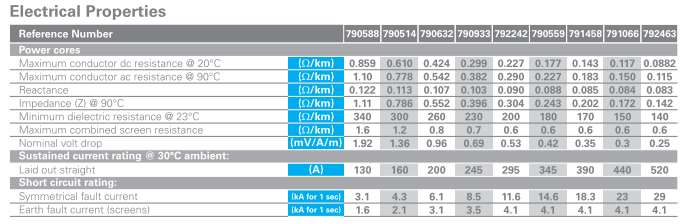
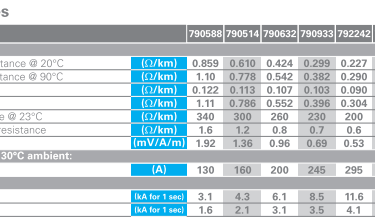
Electrical Performance Properties
All electrical data is measured under standard test conditions as specified in SANS 1520 Part 1:
Design, Materials & Engineering Science: Built for Movement
Every layer of the Type 63 cable is selected and arranged to address the specific forces and conditions it will face in service. What looks like a simple layered structure is actually the result of decades of testing to balance electrical performance, mechanical strength, flexibility, and environmental resistance.
Central Support Member
At the very core sits the central support structure. For sizes up to 95mm², this is a semiconducting rubber cradle, while larger sizes use a rigid insulating filler. This design follows two key engineering principles. Mechanically, it keeps the cable round and stable even when bent sharply or pulled under tension, so the individual cores do not shift, crush against each other, or develop uneven stress points that would lead to premature failure. Electrically, the semiconducting version smooths out the electric field around the inner cores, preventing localised high stress that could break down insulation over time. Without this support, repeated bending would quickly deform the cable and damage internal layers.
Power Conductors
The power conductors are made from Class 5 tinned annealed copper, stranded with fine wires and laid in a left-hand direction. The choice of Class 5 copper is critical: unlike the solid or rigid stranded copper used in fixed cables, fine strands allow the conductor to flex repeatedly without breaking. Tinning the copper serves two purposes: it stops the copper from reacting with rubber compounds or mine moisture and sulphur, which would cause corrosion and rising resistance, and it ensures reliable connections at terminations even after years of vibration. The left-hand lay direction also counteracts the natural twisting force created when a cable is wound onto a reel, reducing the risk of “corkscrewing” or conductor loosening.
Core Insulation
Each power conductor is insulated with Ethylene Propylene Rubber (EPR), Grade RD 3 as specified in SANS 1411-3. EPR is chosen for its exceptional electrical properties: it has high dielectric strength, low electrical loss, and stable performance even at high temperatures. It can operate continuously at 90°C and withstand short-circuit temperatures up to 250°C, making it ideal for high-load mining equipment in hot climates. It also resists ozone, ultraviolet radiation, and chemical attack, so it does not become brittle or crack when exposed to open-air stockyards or mine fumes, unlike standard rubber or PVC insulation.
Individual Phase Screens
Over each insulated power core runs a hybrid braided screen made from tinned copper wire and nylon fibre, with a minimum coverage of 80%. This dual-layer design delivers both electrical and mechanical benefits. Electrically, the copper braid creates a Faraday cage around each phase, blocking electromagnetic interference from variable frequency drives and other equipment, which prevents false trips and signal loss. It also provides a dedicated path for earth fault current, carrying between 1.6kA and 4.1kA for one second depending on size, which is a mandatory safety requirement for hazardous areas. The nylon strands add toughness, so the braid does not snap or pull apart when the cable bends or drags over rough ground, a common failure point in standard single-layer screens.
Pilot/Control Cores
The three pilot cores sit in the natural gaps between the three power cores, rather than being bundled separately. This placement is not accidental: it means the pilot cores are protected from impact and abrasion by the outer structure, and they do not add extra bulk to the cable. Each pilot core uses Class 5 tinned copper with EPR insulation, and is not individually screened to keep the cable flexible and compact. These cores carry critical signals: continuous earth continuity monitoring, emergency stop commands, and interlock signals that cut power if equipment moves outside safe limits. This integration removes the need to run separate control cables alongside the power cable, reducing clutter and installation work.
Reinforced Inner Sheath and Tensile Member
Between the core assembly and the outer sheath sits a chloroprene rubber (CR) inner layer, bonded to a high-tenacity nylon or aramid braid. This is the cable’s “muscle”: the braid takes the full load of tension from reeling or dragging, so that force is not transferred to the copper conductors or insulation, which would snap or tear under high loads. For the largest 240mm² size, this system can safely hold up to 10.8kN of tension, enough for long reeling spans on large stackers and reclaimers. The CR inner layer seals the core assembly and provides a smooth surface for the tensile braid to bond to.
Outer Sheath
The final outer layer is a thick, reinforced chloroprene rubber sheath, or equivalent flame-retardant elastomer. CR is widely preferred for South African mines because it balances hardness and flexibility, giving excellent resistance to abrasion from rock, sand, and conveyor belts. It also resists attack from mineral oils, grease, weak acids, and alkaline mine water, and it is flame-retardant and self-extinguishing – so if a fire does start nearby, the cable will not carry the flame along its length. It performs reliably across temperatures from -25°C to +90°C, covering everything from cold winter nights in the Highveld to summer heat in the Northern Cape.
Applications & South African Mine Case Studies: Proven Performance
Type 63 cables are used across every major mining region in South Africa, with well-documented results in coal, platinum, gold, iron, and manganese operations. Their design makes them ideal for stackers, reclaimers, shearers, continuous miners, LHD loaders, belt conveyors, and other large mobile equipment.
Mpumalanga Coalfields – Continuous Miners and Shearers
In the coalfields of Mpumalanga, mines face a mix of challenges: gassy seams, explosive coal dust, ambient temperatures ranging from freezing to over 45°C, and equipment that moves forward constantly as the coal face advances. Shearers and continuous miners typically operate at speeds up to 45m per minute, with the cable reeling in and out behind them. Standard cables usually last between two and three years in this environment, but Type 63 cables regularly remain in service for eight years or more – a 40% extension of life. Mines report that switching to Type 63 has cut cable-related downtime by 87%, as there are far fewer conductor breaks and insulation failures. Because it meets SANS 1520 requirements for Class 2 hazardous areas, it is also fully approved for use in gassy sections.
Northern Cape Iron and Manganese Mines – Stacker and Reclaimer Systems
Large open-pit iron and manganese mines in the Northern Cape use stackers and reclaimers to move millions of tonnes of ore and waste rock every year. These machines can travel hundreds of metres along stockyards, with cable reels holding up to 150 metres of cable under constant tension. Dust levels are extremely high, and equipment is exposed to full sun year-round. The 120mm² to 240mm² sizes of Type 63 are most commonly used here, as their high tension rating and individual phase screening ensure reliable power delivery even when the cable is fully extended. Operators have seen maintenance costs fall by 65% and overall machine availability rise by 23%, because the cable no longer needs frequent replacement or emergency repairs.
Rustenburg Platinum Belt – Mobile Mining Haulage and Conveyors
Platinum operations around Rustenburg face high levels of heavy-metal dust, humid underground conditions, and frequent contamination from hydraulic oil and grease. Standard cables often fail quickly as oil degrades the sheath and dust causes abrasion. The CR outer sheath on Type 63 resists both chemical attack and physical wear, while tinned conductors prevent corrosion from damp air and sulphide minerals. Mines in this region have recorded a 70% drop in joint and termination failures, as the cable maintains its shape and sealing properties even after years of twisting and dragging.
Free State and Gauteng Gold Mines – Waste Rock and Ore Conveyors
Deep-level gold mines in the Free State and Gauteng operate in very humid, sulphur-rich environments, with limited space for cable bending. Type 63’s carefully calculated minimum bend radius prevents jacket buckling, while its flame-retardant construction and reliable earth fault performance meet all MHSA requirements for underground use. It has become the standard choice for moving conveyor systems and waste rock handling equipment, where long service life and safety compliance are top priorities.
Competitive Advantage: Why Type 63 Stands Apart
Compared to standard fixed cables or general-purpose trailing cables, Type 63 is built for exactly the conditions found in South African mines, and that focus delivers clear practical benefits.
Mechanically, it lasts three to five times longer under cyclic bending and tension. Standard cables often develop corkscrewing, jacket splitting, or broken conductors after a few months on a reel, but Type 63’s central support, tensile braid, and fine-stranded conductors absorb stress without damage. Its high tension rating also removes the need for separate steel messenger cables, simplifying installation and reducing weight.
Electrically, the individual phase screening eliminates interference from variable frequency drives, which can cause erratic speed control or unexpected shutdowns. Its proven short-circuit and earth fault capacity protects both switchgear and mine workers, while the integrated pilot cores provide the continuous earth monitoring that is mandatory for most South African mines.
Over the full life of the cable, Type 63 is also more cost-effective. While its upfront price is higher than standard cables, its longer service life, fewer replacements, and reduced downtime mean total lifecycle costs are typically more than 30% lower over five years.
Sourcing Type 63 Cables: Feichun as a Fully Compliant Alternative
For mines looking for Type 63 cables that meet all local standards, Feichun produces a fully equivalent range that matches the original specification exactly. Feichun Type 63 cables are manufactured in full alignment with SANS 1520 Part 1, using the same Class 5 tinned copper conductors, EPR insulation, hybrid copper-nylon screens, and reinforced CR sheathing as the original design. All electrical and mechanical performance figures match the datasheet provided, so there is no compromise on safety or reliability.
Feichun cables come with full test reports and certification documentation ready for submission to mine safety officers and NRCS inspectors, so procurement teams can be confident they meet all Minerals Act and MHSA requirements. They are also priced more competitively than many traditional South African and European brands, with shorter lead times for urgent projects, and all sizes from 25mm² to 240mm² are readily available. Custom lengths and termination support can also be arranged on request.
For pricing, technical datasheets, or custom quotations for your mining project, contact the Feichun team directly at Li.wang@feichuncables.com.
Frequently Asked Questions
Can Type 63 cables be used for high-speed reeling systems?
No. The official datasheet clearly states that Type 63 is restricted to low-speed reeling only. For faster reel speeds, you will need a different cable design optimised for higher dynamic loads.
Is Type 63 approved for use in gassy coal mines?
Yes, when installed and maintained according to mine safety codes, it meets all requirements for hazardous areas under the Minerals Act 1991 and MHSA.
What happens if I use a smaller bend radius than listed in the table?
Bending tighter than the specified minimum radius will create extra stress on the sheath, insulation, and conductors, leading to premature failure and loss of certification. Always follow the values for your chosen conductor size.
Can I use standard cable joints with Type 63?
You should only use joints approved for SANS 1520 reeling cables. Standard joints may not maintain screen continuity or offer the same mechanical strength, creating safety risks.
Does Feichun provide all the documentation needed for mine approval?
Yes, every order comes with full test certificates, SANS alignment statements, and all paperwork required for mine safety inspections and regulatory checks.
Conclusion
Type 63 1900/3300V reeling cables have earned their place as the standard choice for South African mining because they solve a problem that standard cables were never designed to address: delivering reliable power in an environment where both the cable and the equipment it powers are constantly moving. Its compliance with SANS 1520 Part 1 and national mining laws means it keeps operations on the right side of safety regulations, while its carefully engineered structure and proven materials deliver long life even in the most demanding conditions.
From the coalfields of Mpumalanga to the platinum reefs of the North West, and from deep gold mines to open-pit iron operations, Type 63 has shown that the right cable does more than carry power – it supports production, protects workers, and reduces long-term costs. For any mine using stackers, reclaimers, shearers, or other mobile medium-voltage equipment, it remains the most reliable choice available.



Email Address: Li.wang@feichuncables.com
© 2025. All rights reserved.


One-click to Quickly Contact
Products
Contact
Company
Location:
Building A Private Science and Technology Park, Hefei Economic and Technological Development Zone, Anhui Province, China
Heat Resistant Cable
WhatsApp: +86 17333223430
Social Media: