Anhui Feichun Special Cable Co.,Ltd Email: Li.wang@feichuncables.com


Type 61B Non-Reeling Low Mass Mining Cables 640/1100V – Reinforced CR Sheath, Screened Power Cores & Compliant Solutions for South African Gold, Platinum & Coal Mines
Type 61B 640/1100V non‑reeling low‑mass trailing cables meet SANS 1520‑1 and South Africa’s Minerals Act 1991. Engineered for gold, platinum and coal mines, with EPR insulation, reinforced CR sheath, screened power cores and proven performance in Zone 1/2 hazardous areas. Ideal for feeders, continuous miners and mobile equipment.
Li.Wang
7/16/202612 min read


Introduction: Purpose‑Built for South Africa’s Unique Mining Challenges
South Africa’s mining sector stands as one of the most demanding operating environments in the world. Deep‑level gold and platinum mines extend more than three kilometres underground, while surface and underground coal operations face constant exposure to flammable methane, explosive coal dust, abrasive rock particles, hydraulic fluids, and persistent moisture. Equipment such as continuous miners, stage loaders, belt conveyors and mobile crushers moves gradually as mining advances, pulling cables over uneven ground, across rock edges, and through damp tunnels. Many mines have relied on generic or over‑specified reeling cables that add unnecessary weight and cost, or fail prematurely due to poor construction, non‑compliant materials, or lack of proper safety certification.
Type 61B Non‑Reeling Low Mass Flexible Electric Trailing Cables represent a landmark engineering solution tailored exactly for these conditions. Officially rated at 640 V phase‑to‑earth and 1 100 V phase‑to‑phase, this cable is the definitive SANS 1520‑1 compliant specification for non‑reeling trailing applications in South African mining. It is not simply a lighter version of a standard cable; it is a purpose‑built design that balances electrical integrity, mechanical flexibility, environmental resistance and regulatory compliance using ethylene‑propylene rubber (EPR) insulation, polychloroprene (CR/PCP) sheathing, precision multi‑core screening and an optimised low‑mass profile.
Every choice in its construction traces back to three core realities of Southern African mining: safety is non‑negotiable under national law, equipment moves in fixed‑path translation rather than frequent drum reeling, and every kilogram of extra weight increases manual handling effort, installation time and structural load on mine infrastructure. This article explains how Type 61B meets these demands, how it differs from other mining cables, the science behind its materials and structure, real‑world performance in South African operations, and how Feichun‑supplied Type 61B cables deliver full compliance with greater supply flexibility and value.
Standards, Compliance and Regulatory Alignment
SANS 1520‑1: The Benchmark for Mining Trailing Cables
Type 61B is fully certified to SANS 1520 Part 1, the primary South African standard governing flexible electric trailing cables for mines, covering the 640/1 100 V and 1.9/3.3 V voltage classes. It carries SABS permit number 3660/6352, confirming successful type testing and ongoing compliance with South African Bureau of Standards requirements. Supporting material standards include SANS 1411‑1 for conductors and SANS 1411‑3 for insulation and sheathing compounds, ensuring consistency across every layer of the cable.
It is important to distinguish Type 61B from related specifications. Type 61A shares the same voltage rating but includes extra reinforcement and flex resistance for frequent drum reeling and shuttle car operation. Type 63 is designed for higher‑voltage systems up to 1.9/3.3 kV. Type 61B removes the over‑engineered reeling‑grade flex components that add weight and cost without benefit in fixed‑path trailing, delivering exactly the performance required for its intended use case.
Alignment with South African Mining Legislation
South African mining operations operate under strict legal frameworks that directly govern electrical equipment selection. The Minerals Act 1991 and the Mine Health and Safety Act mandate that all electrical apparatus used in hazardous underground or surface mining areas must carry valid SANS/SABS certification, demonstrate resistance to ignition, provide reliable earth‑fault protection, and withstand the specific mechanical and chemical conditions of the mine. Non‑compliance can lead to immediate shutdowns, heavy fines, or legal liability in the event of an incident.
Type 61B satisfies these requirements fully. It is approved for use within 180 metres of working faces in Zone 1 areas, where flammable methane or explosive dust may be present during normal operation, and Zone 2 areas, where such atmospheres appear only during equipment faults or process upsets. Its safety performance meets Ex ib/ic intrinsic safety classifications, meaning it cannot release enough electrical energy to ignite the surrounding atmosphere even under fault conditions. For mine engineers and safety officers, this means no additional safety justification or waiver is required when selecting Type 61B for approved hazardous‑area applications.
Core Construction, Materials and Engineering Principles
Overall Architecture: 3+3 Core Layout Optimised for Trailing
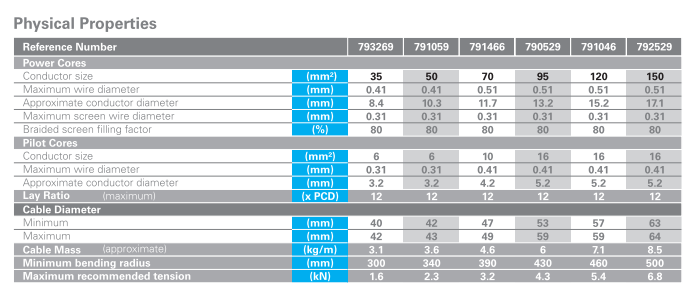
Type 61B follows a carefully balanced six‑core arrangement: three individually screened power cores laid around a central semiconducting cradle or dummy filler, with three unscreened pilot cores placed in the gaps between the power cores. The central cradle measures the equivalent of 16 mm² for sizes up to 95 mm², while larger 120 mm² and 150 mm² versions use a rigid dummy centre to maintain roundness and stability without unnecessary mass. All cores are laid up in a right‑hand configuration with a maximum lay ratio of 12 times the pitch circle diameter, a value chosen to keep bending resistance low while preventing core bunching or twisting under tension.
This layout reflects the core design philosophy: no over‑specification, no compromise. Unlike Type 61A, which must survive thousands of tight reeling cycles, Type 61B targets translation movement — gradual shifting along a fixed route, occasional lifting over obstacles, and bending around corners — removing the heavy reeling‑grade reinforcement that would add weight without benefit. The three‑plus‑three core arrangement also eliminates the need for separate power and control cables, reducing clutter in narrow tunnels and simplifying installation.
Layer‑by‑Layer Breakdown and Material Science
Conductors: Class 5 Tinned Annealed Copper
Each power and pilot core uses Class 5 flexible stranded tinned annealed copper, complying with SANS 1411‑1. Strands range from 0.31 mm to 0.51 mm in diameter, with finer strands used for smaller conductors to improve flexibility. Power core sizes cover 35 mm² through 150 mm², while pilot cores are sized at 6 mm², 10 mm² or 16 mm² depending on the power conductor rating.
From a mechanical perspective, fine multi‑strand construction distorts much less under repeated bending than solid or coarse‑strand conductors, reducing fatigue failure and extending service life. Tinning serves two critical functions: it prevents oxidation and corrosion in damp, acidic mine air, and ensures consistent low‑resistance connections at terminations even after long periods of use.
Insulation and Semi‑Conducting Layers: EPR RD3 Compound
Every power core features a triple‑extruded system: inner semi‑conducting layer, EPR type RD3 insulation, and strippable outer semi‑conducting layer, all meeting SANS 1411‑3 and rated for continuous conductor temperatures up to 90 °C. EPR was selected over PVC, XLPE or general‑purpose rubber because it maintains consistent flexibility down to –25 °C, resists water treeing and ozone degradation, and retains stable dielectric properties even when exposed to moisture, hydraulic oil and coal dust.
The semi‑conducting layers are not simple separators — they address a fundamental electrical principle: electric field grading. Without them, air gaps at the conductor surface or insulation boundary would create intense localised electric fields, leading to partial discharge, insulation tracking and premature failure. By smoothing the electric field across the entire interface, these layers prevent stress concentration and allow the cable to maintain full insulation integrity over decades of service.
Power Core Screens: Tinned Copper Braid
Each power core is individually screened with tinned copper braid offering a minimum 80 % filling factor, using 0.31 mm diameter wires. Combined screen resistance ranges from 0.6 Ω/km to 1.2 Ω/km depending on size.
Electrically, this braid confines the electric field entirely within the insulation, blocks electromagnetic interference from disrupting pilot signals or mine monitoring systems, and provides a dedicated low‑impedance path for earth‑fault currents — critical for rapid relay tripping and preventing energy release in hazardous areas. Mechanically, the braid adds a secondary layer of protection against sharp rock or debris that could damage the insulation during dragging.
Pilot Cores
The three unscreened pilot cores use the same EPR RD3 insulation as power cores, and sit in the interstices between the screened power cores. They are sized to carry control signals, interlock commands, emergency stop circuits and pilot‑wire protection functions, eliminating the need for additional control cables and reducing the number of cable penetrations through bulkheads and stoppings.
Inner Sheath, Reinforcement and Outer Sheath
Over the cabled cores sits an inner sheath of CR/PCP type RS6 compound, followed by an open nylon braid with a minimum of 16 strands, then a final outer sheath of the same RS6 CR compound. CR was chosen for its exceptional resistance to mineral oils, greases, ozone and weathering, as well as its inherent self‑extinguishing flame‑retardant properties — a key requirement for compliance with mine fire safety standards.
The nylon reinforcement layer is a critical mechanical innovation. Most of the tensile load from dragging is transferred to this braid rather than the copper conductors, allowing the cable to handle significant tension without over‑stretching or breaking individual strands. The open weave pattern keeps the cable flexible, unlike solid steel armour that adds weight and increases bending force. The double‑sheath construction also prevents moisture or fluids from reaching the core assembly if the outer layer is scratched or worn.
Why This Design Works: Engineering Trade‑Offs and Science
Every decision in Type 61B balances competing requirements:
Electrical performance: Field grading and high‑coverage screening ensure stable voltage, low interference and safe fault handling without unnecessary insulation thickness.
Mechanical efficiency: Fine‑strand copper and nylon reinforcement provide flexibility and strength at lower mass than steel‑armoured or reeling‑grade cables.
Material durability: EPR and CR resist the exact combination of moisture, oil, abrasion and temperature found in South African mines, avoiding the brittleness of PVC or the poor oil resistance of natural rubber.
Regulatory alignment: All materials and dimensions are validated against SANS 1520‑1 and Minerals Act requirements, removing compliance risk.
This is why Type 61B is described as an engineering masterpiece: it does not simply meet minimum standards — it optimises every layer for the specific conditions it will encounter, rather than compromising with a one‑size‑fits‑all design.
Full Technical Specification Data
All values below match the original manufacturer datasheet and SANS 1520‑1 certification.
Physical and Mechanical Properties
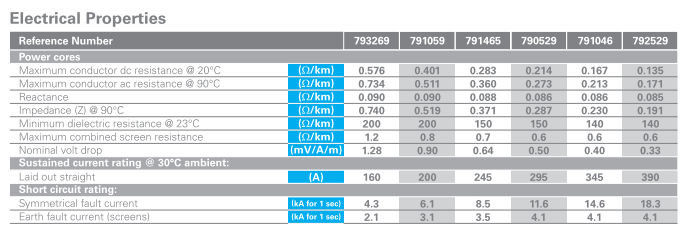
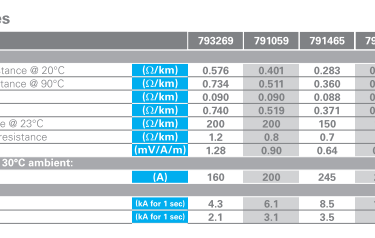
Electrical Performance
Operating Limits
Ambient temperature range: –25 °C to +60 °C
Maximum continuous conductor temperature: 90 °C
Not intended for continuous high‑speed reeling or tight bending below rated radius
Differentiated Advantages Over Generic and Reeling Cables
The biggest misconception about Type 61B is that its “non‑reeling” designation means it is inferior or lighter duty than Type 61A. In reality, it is optimised, not compromised. Reeling cables like Type 61A carry extra weight and cost to survive thousands of tight drum cycles — performance that offers no benefit for equipment that moves only a few metres per shift along a fixed path. Type 61B delivers exactly the right strength, flexibility and durability for that specific work, while solving pain points that generic cables cannot address.
Safety and Compliance That Generic Cables Cannot Match
Many imported or generic cables lack full SANS 1520‑1 certification and have not been tested for South African hazardous‑area conditions. They may use low‑coverage screening that leaves signals vulnerable and fault‑energy paths inadequate, or sheathing materials that fail flame‑retardant requirements or degrade quickly in mine fluids. This means they can operate electrically but create legal and safety risks, leaving mines exposed to shutdowns or liability. Type 61B resolves this by carrying full SABS approval, with all test records available for audit.
Weight and Handling Improvements
Type 61B is typically 15 % to 20 % lighter than equivalent Type 61A cables. In practice, this means a single worker can handle 10 metres of 95 mm² Type 61B, whereas the same length of reeling‑grade cable would require three people. In narrow tunnels or deep shafts where equipment access is limited, this cuts installation time and reduces manual handling injuries. Lower mass also means less load on cable hangers, conveyor frames and tunnel fixtures, eliminating the need for costly structural upgrades.
Durability and Reliability in Real Mine Conditions
In a Limpopo coal mine trial, Type 61B reduced core‑break failures by roughly 40 % and extended average sheath life by 30 % compared to older non‑standard trailing cables. The central cradle prevents core bunching and localised crushing when cables are run over or dragged over rock edges, while the nylon‑reinforced CR sheath resists abrasion, oil and tearing far better than standard rubber or PVC jackets. For mines, this means fewer unplanned shutdowns, less maintenance work and lower total ownership cost over time.
Integrated Design Reduces Complexity
By combining three power cores and three pilot cores in one assembly, Type 61B eliminates the need to run separate power and control cables side‑by‑side. This simplifies routing, reduces congestion in passageways, lowers installation labour, and reduces the number of openings required through ventilation stoppings — a major compliance consideration in South African underground operations.
Applications and South African Case Studies
Intended Use Profile
Type 61B is designed for non‑reeling trailing service: equipment that moves gradually as mining advances, without being wound onto a drum or subjected to repeated tight bending. It is ideal for self‑propelled electric machinery and movable apparatus in hazardous areas, specifically feeder supply systems, conveyors and fixed‑path mobile plants. It is approved for gold, platinum and coal mines across South Africa and the wider Southern African region.
Coal Mine Face Feeder Systems
In Mpumalanga and Limpopo coal operations, Type 61B commonly powers stage loaders, armoured face conveyors and transfer points linking mobile substations to working faces. As the face advances, the cable is pulled forward in short sections, with no rapid reeling required — exactly the movement profile the cable was designed for. One Limpopo colliery replaced uncertified older cables with Type 61B, reporting a 35 % drop in fault‑related downtime within 12 months, alongside full compliance with regional mine safety inspectorate requirements. The lighter weight also made it easier for crews to extend cable runs during shift changes without waiting for extra staff or lifting gear.
Deep‑Level Gold and Platinum Mines
In Free State gold fields and North West platinum operations, Type 61B powers mobile crushers, belt drives and drill rigs that advance along strike or down dip over long periods. Deep mines present unique challenges: higher ambient temperatures, aggressive water chemistry, and strict limits on how much weight can be lowered down shafts. The low‑mass profile reduces shaft load, while EPR insulation maintains performance at higher temperatures and resists chemical attack from saline or acidic mine water. Zone 1 approval means the cable can be routed close to active stopes without additional safety controls.
Slope Conveyor Drives and Mobile Crushing Plants
In open‑pit and underground slope applications, belt drives and primary crushers move forward as ore bodies are extracted, pulling cables up inclines where tensile loads are concentrated. The nylon reinforcement and clear tension rating on Type 61B allow engineers to calculate safe pull limits accurately, preventing over‑pulling and conductor damage. The CR sheath also resists leaks of hydraulic fluid and gear oil common around crushers and drives, a major cause of early failure in standard rubber cables.
When to Select a Different Specification
Type 61B is not suitable for shuttle cars, continuous reeling drum systems or applications requiring repeated tight bending below rated radius — use Type 61A for these cases. For systems operating above 1 100 V, select Type 63 or other higher‑voltage specifications under SANS 1520‑1.
Feichun Type 61B: Fully Equivalent, Reliable and Cost‑Effective
Feichun supplies Type 61B cables that match every dimension, material and performance requirement of the original specification, with full alignment to SANS 1520‑1 and SANS 1411 standards. This means they are fully interchangeable and legally acceptable for use in South African mines, offering procurement teams a trusted alternative to premium European or local brands.
Full Compliance and Performance Match
Feichun Type 61B uses Class 5 tinned copper conductors, triple‑extruded EPR RD3 insulation, 80 % copper braid screening, nylon reinforcement and RS6 CR sheathing — identical to the reference design. All electrical values, fault ratings, mass and dimensions match the datasheet exactly, and batch test reports, material certificates and compliance declarations are provided for every shipment to support mine audit requirements.
Practical Procurement Advantages
Competitive pricing: typically 10 % to 25 % lower than premium alternatives at identical performance, helping mines manage capital and maintenance budgets.
Reliable lead times: standard sizes are available from stock, with export to Southern African ports typically completed in 3 to 4 weeks, compared to 8 to 12 weeks for some imports.
Flexible supply: cut‑to‑length options and bulk reels are available to match project needs, reducing waste and installation work.
Selection and Sizing Guidance
Sizing Steps
Start with the maximum continuous load current of the equipment and match it to the 30 °C straight‑lay current rating in the specification table.
Check feeder length: calculate voltage drop using the mV/A/m values and ensure it stays within 5 % at full load.
Verify fault performance: confirm that the 1‑second symmetrical and earth‑fault ratings exceed the calculated fault current at the supply end.
Check tension: keep pulling force below the maximum recommended tension, and use slack loops on inclines or long runs to avoid over‑loading the cable.
Common Adjustments
Higher ambient temperatures reduce current rating — consult correction factors in SANS 1520‑1 for sites above 30 °C.
Buried or bundled runs also derate capacity — avoid grouping multiple cables tightly without proper spacing.
Frequently Asked Questions
Is Type 61B approved for methane‑risk coal mines?
Yes — it meets SANS 1520‑1 and Minerals Act 1991 requirements, is approved for Zone 1 and Zone 2, and satisfies Ex ib/ic intrinsic safety levels.
Can I use it on shuttle cars with automatic reeling drums?
No — it is designed for non‑reeling trailing only. Choose Type 61A for frequent drum reeling.
What is the minimum bend radius I must follow on site?
Respect the values listed in the specification table — 300 mm for 35 mm² up to 500 mm for 150 mm². Never force tighter bends, as this can damage insulation or conductors.
Does Feichun supply full certification documentation?
Yes — including construction reports, electrical test results, fault‑current verification and flame‑retardant testing aligned with SANS requirements.
How long can a single run be without joints?
Voltage drop is the main constraint — typically up to 400 m at full load for most sizes. Where joints are needed, they must be located in non‑hazardous areas and approved for mining service.
Final Summary
Type 61B Non‑Reeling Low Mass Cable is more than just another mining trailing cable — it is a solution built from the ground up for South African conditions. It delivers regulatory certainty through full SANS 1520‑1 and Minerals Act compliance, safety through screened cores and robust fault handling, and practical value by removing unnecessary weight and cost while retaining all the durability needed for dragging, abrasion and chemical exposure.
It succeeds because it respects the difference between “light” and “light‑weight”: it reduces mass only where it does not matter, while strengthening every layer that protects performance and safety. Whether you are extending a coal face, installing a new crusher in a platinum mine, or upgrading slope conveyors, Type 61B offers the right balance of compliance, reliability and efficiency for non‑reeling trailing applications.
Feichun Type 61B cables provide full technical equivalence with faster delivery and better value, making them a strong choice for any Southern African mining project. For pricing, datasheets or custom length requirements, contact the Feichun team directly: Li.wang@feichuncables.com.

Email Address: Li.wang@feichuncables.com
© 2025. All rights reserved.


One-click to Quickly Contact
Products
Contact
Company
Location:
Building A Private Science and Technology Park, Hefei Economic and Technological Development Zone, Anhui Province, China
Heat Resistant Cable
WhatsApp: +86 17333223430
Social Media: