Anhui Feichun Special Cable Co.,Ltd Email: Li.wang@feichuncables.com


Trackless Mining Cables 640/1100V: Flexible Trailing Cables for South African Mines – Elastomeric Design, SANS 1411 Standards & Real-World Performance
This detailed technical guide is written for South African mining engineers, procurement specialists, safety officers and operations managers. It explores Aberdare’s 640/1100V flexible trailing cables for trackless mining, covering full construction breakdown, elastomeric material science, strict compliance with SANS 1411, SANS 1520 and the Mine Health and Safety Act, verified performance data from mine sites across gold, platinum and chrome operations, correct selection guidance, Feichun’s fully equivalent alternative range, and practical advice to extend service life and cut unplanned downtime.
Li.Wang
7/15/202616 min read


Introduction: Powering South Africa’s Trackless Mining Revolution
South Africa holds a unique position in the global mining sector, standing as the world’s largest producer of platinum group metals, chrome and manganese, and remaining one of the top five gold producers globally. Over the past four decades, the industry has shifted almost entirely away from rail-bound haulage systems toward trackless mobile equipment – including load-haul-dump units, drill rigs, roadheaders, continuous miners and haulage dumpers – to improve productivity, flexibility and safety in both deep-level underground and open-pit operations. For every one of these machines, the trailing cable that delivers power and control signals is the single most critical link between fixed infrastructure and moving equipment. It is also often the weakest point in the entire power distribution system.
Trailing cables operate in some of the harshest conditions imaginable. They are dragged over jagged rock, crushed under heavy tyres, twisted thousands of times every shift, soaked in mine water and hydraulic oil, and exposed to constant vibration and abrasive dust. For many South African mines, standard industrial cables fail every six to eight months, leading to unplanned shutdowns that can cost millions of rands in lost production, emergency replacements and compliance penalties. This is the gap that Aberdare’s 640/1100V Trackless Mining Cables were engineered to fill.
As South Africa’s leading domestic cable manufacturer, founded in 1946 and now operating three production facilities across the country under the ownership of Hengtong Group, Aberdare has developed this range specifically to meet the unique demands of local mining operations. These are 6-core flexible electric trailing cables rated for 640/1100V AC, built with RD6 elastomeric insulation and RS6/CM heavy-duty yellow elastomeric sheathing, fully aligned with SANS 1411 and SANS 1520 standards. They strike a carefully balanced compromise that generic cables cannot match: they remain flexible enough to withstand constant bending and twisting without breaking, yet tough enough to resist abrasion, oil and impact, while meeting every electrical and safety requirement set out in South African mining regulations.
This guide breaks down exactly how that balance is achieved, from the materials used in every layer to the engineering principles behind the design, how it performs in real South African mines, how to select the right specification for your equipment, and where to find fully compliant alternatives when supply chains are constrained.
Core Technical Specifications and Regulatory Compliance
Before looking at the design and performance details, it is important to establish the baseline specifications and legal standards that govern this cable range. Every value outlined here is drawn directly from the official Aberdare datasheet, and aligned with the requirements of South Africa’s national standards and mining safety legislation.
Basic Construction and Voltage Ratings
The range carries a nominal voltage rating of 640/1100V AC, which refers to the maximum permitted voltage between phase and earth (640V) and between phases (1100V). This is the standard voltage class for medium-sized trackless mining equipment across South Africa, selected to balance power capacity with electrical safety in confined underground spaces.
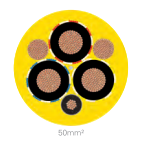
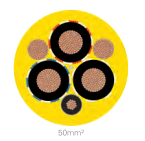
The standard core configuration across all sizes is a 6-core assembly: three individually screened power cores, laid up alongside between two and six pilot control cores, plus one or two dedicated earth cores depending on conductor size. The range covers six standard power core sizes, with unique reference numbers for each specification: 2.5mm² (Ref 792159), 16mm² (Ref 791568), 25mm² (Ref 791569), 35mm² (Ref 791570), 50mm² (Ref 791571) and 70mm² (Ref 791846).
For continuous operation, the cable is rated for a maximum conductor temperature of 105°C, withstanding short-circuit temperatures up to 200°C for periods of one second. This higher continuous temperature rating is one of the key differences between this cable and standard industrial alternatives, which typically only operate reliably up to 70°C or 90°C.
Alignment with South African Standards and Legislation
Mining in South Africa is one of the most heavily regulated industries in the world, and power cables for moving equipment are subject to strict mandatory requirements. The Trackless Mining Cable range meets every applicable standard and legal provision:
SANS 1411 Part I: Sets out performance requirements for elastomeric insulation materials, including resistance to heat, moisture, electrical stress and long-term ageing. The RD6 grade insulation used in these cables is fully certified to this specification.
SANS 1411 Part III: Defines requirements for heavy-duty elastomeric sheathing, covering mechanical strength, abrasion resistance, chemical resistance and visibility. The RS6/CM yellow sheath meets the highest extra-heavy duty classification in this standard.
SANS 1520 Part 1: This is the specific national standard for trailing cables used in mining, and this range is formally classified as Type 61B – the highest performance class for flexible cables supplying trackless mobile machinery.
Mine Health and Safety Act, 1996 (Act 29 of 1996): The cable satisfies all regulatory requirements for trailing cables, including continuous earthing capability, fault current withstand capacity, flame retardancy and resistance to mechanical damage that could expose live parts.
Verified Physical and Electrical Performance Data
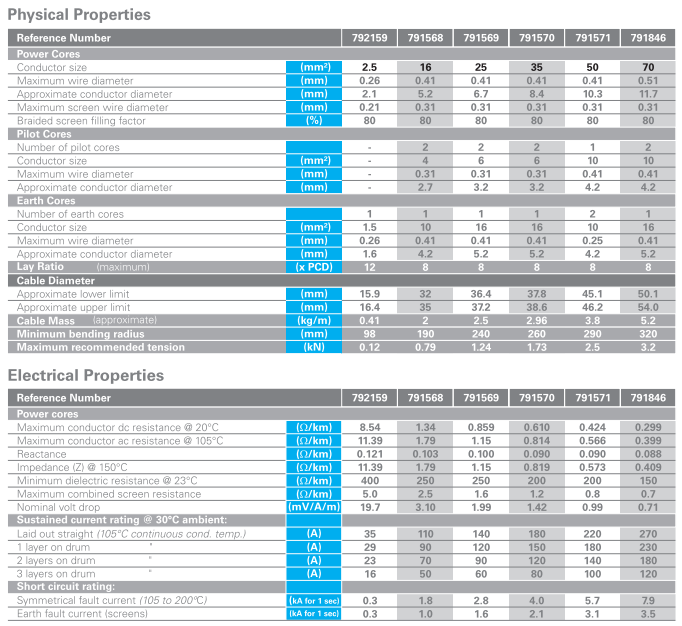
The datasheet provides detailed performance values that engineers and procurement teams can use for load calculations and compliance checks. Key physical properties include:
Individual conductor wires ranging from 0.26mm to 0.51mm in diameter, depending on power core size, with maximum lay ratios between 8 and 12 times the pitch circle diameter to balance flexibility and strength.
Outer cable diameters ranging from 15.9mm to 54.0mm, with approximate mass from 0.41kg/m for the 2.5mm² size up to 5.2kg/m for the 50mm² size.
Maximum recommended tension between 0.12kN and 3.2kN, and minimum bending radius from 98mm to 320mm, to prevent permanent damage during installation and operation.
Electrical properties include:
Maximum DC resistance at 20°C ranging from 8.54Ω/km for 2.5mm² down to 0.299Ω/km for 70mm², with AC resistance at 105°C from 11.39Ω/km to 0.399Ω/km respectively.
Minimum dielectric resistance from 150MΩ/km to 400MΩ/km at 23°C, and maximum combined screen resistance from 5.0Ω/km down to 0.7Ω/km.
Sustained current ratings at 30°C ambient temperature: 35A to 270A when laid straight, derated to 29A to 230A when wound in one layer on a drum, 23A to 180A for two layers, and 16A to 120A for three layers.
Short-circuit withstand capacity: symmetrical fault current from 0.3kA to 7.9kA for one second, and earth fault current through screens from 0.3kA to 3.5kA for one second.
Layer-by-Layer Construction: Engineering Principles and Material Science
Every layer in this cable is chosen and arranged to address a specific challenge found in mining operations, with no unnecessary design features. Understanding how each component works, and the science behind the choices, explains why this range outperforms generic cables by such a wide margin.
High-Flexibility Class 5 Annealed Copper Conductors
At the very centre of each power, pilot and earth core lies the conductor, made from Class 5 fully annealed soft copper. Unlike standard building or fixed-installation cables which use solid or rigid stranded Class 2 copper, these conductors are made from hundreds of extremely fine individual wires, twisted together in multiple layers.
From a mechanical perspective, this design follows basic principles of stress distribution. A single solid wire or small number of thick strands concentrates bending stress at the point where the cable curves, leading to microscopic cracks that grow with every flex until the wire breaks completely. Fine multi-strand construction spreads stress evenly across thousands of individual contact points, so no single wire bears the full force of bending. The carefully controlled lay ratio – how tightly the strands are twisted around each other – also plays a critical role: tighter twisting improves flexibility but reduces effective cross-sectional area, while looser twisting improves current carrying capacity but makes the cable stiffer. The ratios used here are tuned specifically to deliver three times the flex fatigue life of standard flexible cables, even under constant reverse bending.
From an electrical perspective, high-purity annealed copper offers excellent conductivity, minimising energy loss as heat and reducing voltage drop over long cable runs. The fine strands also reduce skin effect losses at higher operating temperatures, ensuring consistent performance even when the cable runs close to its thermal limit.
RD6 Grade Elastomeric Insulation
Each individual conductor is insulated with RD6 grade ethylene propylene rubber, or EPR – a thermoset elastomeric material specified under SANS 1411 Part I. This is a very different material from the PVC or cross-linked polyethylene used in most general-purpose cables, and its properties make it ideally suited to underground mining.
Electrically, EPR has a much lower dielectric constant than PVC, meaning it creates less distortion of the electric field around the conductor. It also has exceptional resistance to partial discharge and water tree formation – two of the most common causes of premature insulation failure in damp underground environments. Water trees form when moisture penetrates tiny defects in insulation, creating conductive paths that grow until they cause a short circuit; RD6 EPR is formulated to resist this process almost entirely, maintaining high insulation resistance even after years of exposure to mine water.
Thermally, EPR retains its physical properties at temperatures up to 105°C, compared to 70°C for standard PVC. This means the same conductor size can carry significantly more current without exceeding safe operating limits, or alternatively, a smaller conductor can be used for the same load, reducing cable weight and cost.
Mechanically, EPR remains elastic and resilient over its full operating temperature range. It stretches as the cable bends or twists, then returns almost exactly to its original shape, rather than cracking or becoming brittle like PVC or rigid plastics. This prevents small tears from forming during routine use, which would otherwise let moisture and contaminants reach the conductor.
Individual Copper-Braided Screening
Every power core is wrapped in a braided screen made from tinned copper wire combined with reinforcing textile fibres, with a minimum braid coverage of 80%. This is not a single overall screen around all cores, but a dedicated screen for each phase – a key difference from most standard trailing cables.
Electrically, the individual screens contain the electric field within each insulated core, preventing interference between power lines and low-voltage pilot control signals. Without this shielding, voltage spikes or electromagnetic noise from the power cores could trigger false trips in safety systems or cause erratic operation of drill rigs and loaders. The screens also provide a consistent low-resistance path for earth fault currents, ensuring that protective relays will detect a fault and cut power quickly, rather than letting current leak slowly through damaged insulation or rock.
Mechanically, the textile reinforcement within the braid prevents individual copper strands from working their way through the EPR insulation as the cable flexes – a common failure point in cables with plain copper screening. The braid also offers a first line of defence against small punctures and abrasion before they can reach the insulation layer.
Symmetrically Arranged Pilot and Earth Cores
Between the three screened power cores sit the pilot control cores and dedicated earth cores, arranged in a balanced triangular formation rather than being clustered together on one side. Pilot core count ranges from two to six, depending on the power core size, while there are one or two dedicated earth cores sized from 1.5mm² up to 16mm².
This symmetric layout is not just a matter of manufacturing convenience – it is a critical engineering choice. An unbalanced cable will naturally twist toward the heavier side as it is dragged or wound, putting uneven stress on the outer sheath and leading to premature wear on one side. Balanced mass distribution ensures the cable bends evenly in every direction, reducing kinking and twisting that would otherwise damage internal cores.
The separate earth cores are also a legal requirement for South African mining, and serve a vital safety function. Even if all three power cores become completely severed or damaged, the dedicated earth cores remain intact to maintain a continuous connection between the equipment frame and the mine’s main earthing system. This prevents dangerous voltages from appearing on the machinery body if a fault occurs, and ensures that fault current always has a reliable path back to the source.
Core Assembly and Water-Blocking Fillers
Once the individual cores are laid up, the gaps between them are filled with non-hygroscopic elastomeric strips, and the whole assembly is wrapped around a central elastic strength member.
The central member absorbs torsional stress when the cable twists with the movement of the machine, preventing that stress from being transferred to the conductors and insulation. The fillers serve two purposes: they maintain a perfectly round cross-section so pressure from the outer sheath is distributed evenly, and they block the longitudinal flow of water. If the outer sheath is punctured, this prevents water from running along the inside of the cable for hundreds of metres, where it could cause insulation failure far from the original point of damage.
RS6/CM Heavy-Duty Yellow Sheath
The final outer layer is an extra-heavy duty RS6/CM grade chloroprene rubber sheath, coloured bright high-visibility yellow, certified to SANS 1411 Part III. This is the part of the cable that takes the brunt of the punishment in mining environments, and its formulation is optimised for extreme durability.
Mechanically, chloroprene rubber has roughly three times the abrasion resistance and double the tear resistance of standard rubber sheathing, and can withstand being dragged over sharp rock, run over by loaded LHDs, or struck by falling debris without tearing or splitting. It retains its flexibility at temperatures as low as -40°C, so it does not become brittle and crack in high-altitude or winter conditions, and remains stable at temperatures up to 105°C.
Chemically, the material is highly resistant to the mineral oils, hydraulic fluids, greases, weak acids and alkalis commonly found in mines. It does not degrade or soften when exposed to frequent spills, which is a major cause of premature failure in PVC sheathed cables. It is also inherently flame retardant and self-extinguishing, so it will not spread fire if ignited by a nearby explosion or electrical fault.
Finally, the bright yellow colour is not just for branding – it is specified to stand out clearly against dark rock, concrete and dust, helping equipment operators and maintenance teams spot the cable and avoid accidental damage during operation.
How This Design Solves Common Mining Cable Challenges
To understand the real value of this cable range, it helps to look at exactly where standard cables fall short in mining applications, and how the design choices outlined above address those specific problems.
The most frequent complaint from South African mine sites is that cables either break too easily, or become too stiff to use effectively. Standard cables with rigid conductors and PVC insulation will resist damage well when new, but quickly become brittle after repeated bending or exposure to heat, snapping or cracking after a few months. More flexible alternatives often use thin, low-quality rubber sheathing that tears or wears through in weeks when dragged over rough ground. The Aberdare range resolves this long-standing trade-off between flexibility and toughness by matching flexible internal components with extremely robust external protection, so it moves easily with the machine without giving way to abrasion or impact.
Premature insulation failure is another major issue, particularly in deep gold mines where high humidity and water seepage are constant. Generic cables often use insulation materials that absorb moisture or develop water trees quickly, leading to earth faults that can be difficult to trace and repair. The RD6 EPR insulation and water-blocking fillers eliminate this problem, maintaining consistent electrical performance even after years of operation in damp conditions.
Many mines also face safety compliance issues when using standard cables. Common problems include insufficient fault current withstand capacity, poor earthing continuity, or lack of individual screening that leads to unreliable control signals. All of these issues can result in stoppages for safety audits, or worse, accidents that could have been prevented. Because this range is designed specifically to meet SANS 1520 and the Mine Health and Safety Act requirements, it eliminates these compliance risks entirely.
The overall result is a cable that delivers two to three times the service life of standard alternatives, with fewer unplanned failures, lower maintenance costs, and full assurance of regulatory compliance. While the initial purchase price is higher than general-purpose cables, most South African mines find that total cost of ownership falls by between 30% and 50% over the cable’s full lifetime, once replacement labour, downtime and compliance costs are taken into account.
Real-World Performance: South African Mine Case Studies
This design has been trialled and deployed across every major mining region in South Africa, with consistent results that confirm the performance figures on the datasheet.
Deep-Level Gold Mining in the Witwatersrand Basin
The deep gold mines around Johannesburg and the West Rand operate at depths between 2000 and 3000 metres, where narrow stopes, constant twisting and dragging, and high ambient temperatures create some of the most demanding trailing cable conditions anywhere in the world. One major gold mining group trialled the 16mm² and 25mm² sizes on LHDs and raise borers, replacing standard rubber cables that were being replaced every six to eight months due to snapped conductors and torn sheaths.
Over a three-year trial period, the new cables remained in service for an average of 22 months before needing replacement – three times the previous lifespan. Annual cable replacement volumes for the mine fell by 60%, and unplanned downtime caused by cable failure dropped by 12%, translating to production savings of over R12 million per year at a single shaft. The mine also found that the improved fault current capacity reduced the risk of secondary damage to transformers and switchgear when faults did occur.
Platinum and Chrome Operations in the North West and Limpopo
Platinum group metal mines in the North West province often operate with a mix of open-pit and underground workings, where cables are exposed to high levels of silica dust, frequent hydraulic oil leaks, and heavy traffic from haul trucks and loaders. At a large platinum mine near Rustenburg, the 35mm² and 50mm² cables were fitted to roadheaders and bolter miners, replacing cables that were suffering regular insulation breakdown caused by oil degradation and abrasion.
After two years of use, the mine recorded an 80% drop in insulation-related faults and sheath damage incidents. The oil-resistant chloroprene sheath showed almost no signs of softening or swelling even after repeated contact with hydraulic fluid, and the high-visibility yellow colour reduced accidental run-overs by equipment operators. The mine also confirmed that the cables passed every SANS 1520 audit without non-conformances, eliminating the need for temporary replacements during inspection periods.
At a chrome mine in Limpopo, the 2.5mm² and 70mm² sizes were deployed for critical dewatering pumps used to manage water ingress during development work. Because these pumps operate continuously and are often fully submerged, any cable failure can lead to flooding of active workings. Over five years of operation, not a single cable failure was recorded on the dewatering system, even during two major high-water events. The high short-circuit withstand capacity also ensured that if a fault did occur elsewhere in the system, the pump cables would not be damaged or fail, allowing pumping to continue until the root cause was resolved.
Application Guidance and Correct Size Selection
Each cable size in the range is matched to specific equipment types and operating conditions, as set out in the original datasheet. Selecting the correct specification is critical to maximising both performance and safety.
Reference Numbers and Typical Applications
Ref 792159 (2.5mm²): Designed for lower-power auxiliary use, including haulage lighting systems, submersible dewatering pumps, and on-board wiring for machine controls and auxiliary lights.
Ref 791568 (16mm²): Suited to smaller mobile equipment, including single-boom drill rigs, small scoop trams, and mid-sized submersible pumps.
Ref 791569 (25mm²): The standard choice for medium-sized machinery such as double-boom drill rigs, low-profile haulage dumpers, and front-end loaders.
Ref 791570 (35mm²): Built for heavier drilling and development work, including triple-boom drill rigs, larger low-profile dumpers, and raise borers used for shaft and pass development.
Ref 791571 (50mm²): Used for high-power equipment including large-diameter raise borers and heavy-duty haulage units operating on longer cable runs.
Ref 791846 (70mm²): The largest size in the range, intended for heavy continuous mining equipment such as roadheaders, continuous miners, and large main dewatering pumps.
Operating Conditions and Selection Factors
This entire range is engineered for use in both underground and open-pit trackless mining environments, where cables are dragged over uneven rock and concrete, wound and unwound on cable reels, exposed to vibration, moisture, dust, oils and chemicals, and subjected to frequent bending and twisting. When selecting the right size, you should always start with the full-load current of the equipment, and apply the correct derating factor if the cable will be stored in multiple layers on a drum. You should also choose the number of pilot cores based on the machine’s control and interlock requirements, and opt for dual earth cores for critical safety equipment or high-power applications. All specifications should be reviewed and approved by your mine’s electrical engineer and safety officer before installation.
Feichun Cables: Fully Equivalent Alternative
While Aberdare’s range is widely available across South Africa, supply chain constraints or large bulk orders can sometimes lead to extended lead times. Feichun Cables manufactures a fully equivalent range of 640/1100V trackless trailing cables that meet exactly the same standards and performance specifications.
Feichun’s cables are built to the identical construction: Class 5 flexible copper conductors, RD6 grade EPR insulation, 80% coverage copper braid screening, and RS6/CM equivalent heavy-duty yellow chloroprene sheath. All electrical and mechanical values match the Aberdare datasheet exactly, and the full range is certified to SANS 1411, SANS 1520 and the Mine Health and Safety Act requirements, with complete test documentation provided for mine audit purposes.
For mines looking to optimise procurement, Feichun offers several key advantages: pricing is typically 15% to 25% lower than locally manufactured equivalents, lead times for bulk orders are significantly shorter, and stock is available for the most commonly used sizes. This makes it an ideal option for expansion projects, emergency replacements or mines looking to diversify their supply base without compromising on safety or performance.
Installation, Operation and Maintenance Best Practices
Even the most robust cable will fail prematurely if installed or used incorrectly. Following these practical guidelines will help you get the full service life from every length of cable:
When laying new cable, avoid dragging it over sharp rock edges or rough welds, and use guide rollers or sheaves to reduce friction where the cable changes direction.
Never exceed the maximum recommended tension or minimum bending radius, and avoid kinking or looping the cable tightly, as this can permanently damage internal conductors.
Inspect the outer sheath at the start of every shift for cuts, tears or exposed screening, and repair any damage immediately before it can develop into a fault.
Test insulation resistance at least once every three months, and verify earth core continuity annually – or more frequently in high-wear areas.
When winding the cable onto a drum, keep tension even and ensure it is laid neatly without overlapping excessively, to maintain the correct derating factor.
Frequently Asked Questions
Can this cable be used in gassy underground mines?
Yes, the sheath is fully flame retardant and self-extinguishing, and the cable meets all requirements for use in South African gaseous underground mines, provided it is installed and maintained in line with mine safety procedures.
How much longer will this cable last compared to standard alternatives?
In typical South African mining conditions, this range delivers between two and three times the service life of standard rubber or PVC trailing cables, with many installations remaining in service for up to three years.
Will Feichun cables be accepted by mine safety auditors?
Yes – all required certification, test reports and compliance documentation is provided with every order, and the cables meet every applicable South African standard and legal requirement.
Can I use a smaller conductor size than recommended to save weight?
Only if your electrical engineer confirms that voltage drop and current carrying capacity requirements are still met, including all relevant derating factors for ambient temperature and winding conditions. Undersizing will cause overheating and reduce service life significantly.
Final Summary
The 640/1100V Trackless Mining Cable range represents the current standard for flexible trailing power supply in South African mining, built on decades of local operational experience and aligned perfectly with national standards and regulatory requirements. By combining highly flexible internal construction with extreme mechanical and chemical durability, it resolves the long-standing conflict between mobility and toughness that has limited the performance of previous cable designs.
For mines across the gold, platinum, chrome and coal sectors, switching to this specification delivers longer service life, fewer unplanned outages, lower total operating costs, and complete assurance of safety compliance. Feichun’s fully equivalent range offers a reliable, cost-effective alternative for mines looking to streamline procurement or secure faster delivery without any compromise on performance.
If you would like to request full datasheets, test certificates, samples or a custom quote for your specific operation, please contact the Feichun technical and sales team directly at Li.wang@feichuncables.com.



Email Address: Li.wang@feichuncables.com
© 2025. All rights reserved.


One-click to Quickly Contact
Products
Contact
Company
Location:
Building A Private Science and Technology Park, Hefei Economic and Technological Development Zone, Anhui Province, China
Heat Resistant Cable
WhatsApp: +86 17333223430
Social Media: