Anhui Feichun Special Cable Co.,Ltd Email: Li.wang@feichuncables.com


RS-(N)TSCGEWOEU TUNNELFLEX‑TX Cable Guide: Class 5 Flexible Conductors, HEPR‑PCP Design for High‑Mechanical Stress in South Africa Mining & Tunneling Projects
TUNNELFLEX‑TX medium‑voltage cables are purpose‑built for tunneling and mining environments where mechanical damage, abrasion, moisture, and continuous movement are constant challenges. This guide explains the engineering design, material science, electrical and mechanical performance, and real‑world application in South Africa’s most demanding infrastructure and mining projects, including how Feichun offers a fully equivalent and cost‑effective alternative.
Li Wang
6/29/202614 min read


Introduction
Powering mobile equipment in tunnels and mines is one of the most difficult electrical applications in the industry. Unlike fixed installations, where cables remain stationary and protected, power feeds for tunnel boring machines (TBMs), load‑haul‑dump units, and conveyor systems must endure repeated bending, dragging over rough rock surfaces, exposure to mud and hydraulic oil, and tension from reeling and unreeling operations. In South Africa, where deep hard‑rock mines and long‑distance transport tunnels are common, the operating environment is even more severe. Mines often reach depths of 1,800 meters or more, with high humidity, elevated ambient temperatures, and continuous production cycles that leave little room for maintenance or downtime.
Standard medium‑voltage cables are not designed for these conditions. They typically fail within a few months due to conductor fatigue, insulation cracking, or sheath abrasion, leading to unplanned shutdowns that can cost operations millions of Rand per day in lost production and repair work. To address this gap, Prysmian developed the RS‑(N)TSCGEWOEU TUNNELFLEX‑TX, a medium‑voltage cable ranging from 3.6/6 kV up to 12/20 kV. It is not simply a thicker version of a standard cable; it is a fully engineered system built around three core principles: balanced electrical performance, optimized mechanical flexibility, and long‑term resistance to environmental stress.
At the heart of its design is the combination of HEPR‑MV micro‑filtered insulation, PCP elastomer sheaths, and Class 5 flexible copper conductors, arranged in a symmetric construction that distributes both electrical fields and mechanical forces evenly throughout the cable. This design allows it to operate reliably in situations where conventional cables cannot survive. In South Africa, it has become a trusted solution for infrastructure and mining projects, where continuous power supply is critical to safety and profitability. This guide explores in detail how the cable is built, why its materials work, how it performs under real‑world conditions, and how it compares to both standard cables and equivalent alternatives.
Technical Specifications and Applicable Standards
Understanding the technical parameters of TUNNELFLEX‑TX is the first step to selecting and applying it correctly. The cable is designated as RS‑(N)TSCGEWOEU, which follows the classification system defined in DIN VDE 0250‑813 for rubber‑insulated power cables. The suffix “TX” indicates its specific construction for tunneling duty, while the note “without anti‑twisting protection” means it is optimized for single‑plane bending and reeling, not for applications where the cable is continuously twisted around its axis.
Voltage Ratings and Electrical Limits
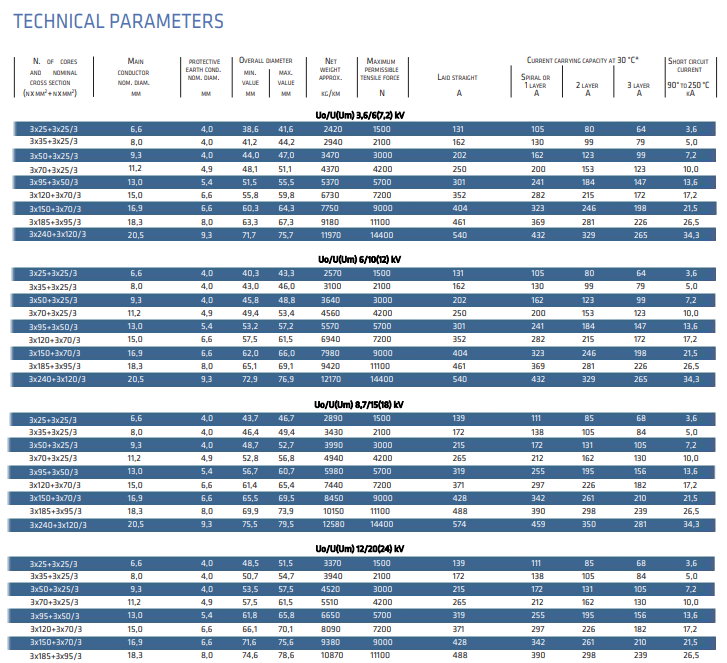
The cable is manufactured in four standard voltage classes, each with defined maximum operating and test voltages:
3.6/6 kV: Maximum continuous operating voltage 5.4 kV; AC withstand test voltage 11 kV
6/10 kV: Maximum continuous operating voltage 12 kV; AC withstand test voltage 17 kV
8.7/15 kV: Maximum continuous operating voltage 18 kV; AC withstand test voltage 24 kV
12/20 kV: Maximum continuous operating voltage 24 kV; AC withstand test voltage 29 kV
These values ensure that the insulation system has sufficient margin to handle transient overvoltages common in industrial and mining networks. The design also guarantees partial discharge levels below 5 pC at 1.5 times the rated voltage, which is a key indicator of long‑term insulation health.
Temperature and Bending Performance
Temperature and flexibility define where and how the cable can be used. According to the technical data sheet:
Maximum conductor operating temperature: +90 °C continuous
Ambient temperature range: From -30 °C for fixed installations down to -20 °C for dynamic or reeling applications
Minimum bending radius: 5 times the overall diameter when installed in fixed positions; 10 times the overall diameter when wound on drums or subjected to repeated movement
To ensure correct current carrying capacity, the cable uses a correction factor table referenced to a base ambient temperature of 30 °C:
At 20 °C: factor = 1.10
At 25 °C: factor = 1.05
At 35 °C: factor = 0.95
At 40 °C: factor = 0.89
At 45 °C: factor = 0.84
At 50 °C: factor = 0.77
This means that in warmer environments, the rated current must be reduced to prevent overheating, while in cooler conditions, higher load levels can be safely maintained.
Compliance with Industry Standards
The design and testing of TUNNELFLEX‑TX follow a strict set of international and regional standards:
DIN VDE 0295 / IEC 60228: Defines the construction and performance of Class 5 flexible copper conductors
DIN VDE 0250‑813: Governs the overall construction of RS‑(N)TSCGEWOEU type cables
DIN VDE 0207‑20 and 21: Specifies requirements for elastomeric insulation and sheath compounds
IEC 60502‑2 / EN 50382: Covers medium‑voltage power cables for industrial applications
SANS 10142 and SANS 60332: South African standards for electrical installations and flame‑retardant performance, aligning with the Mine Health and Safety Act requirements
This wide‑ranging compliance ensures that the cable can be used in both European‑designed projects and local South African operations, where regulatory adherence is mandatory.
Layer‑by‑Layer Construction and Material Science
The performance of TUNNELFLEX‑TX is not accidental; it results from careful selection of materials and arrangement of layers, each serving a specific function. From the innermost conductor to the outer protective sheath, every component is chosen to balance electrical, mechanical, and environmental properties.
Overall Structure
The cable follows a 3‑phase core plus 3‑earth core layout. The three power conductors are positioned symmetrically, with the three earth cores placed in the gaps between them. This arrangement fills the empty space inside the cable, giving it a round, compact profile that reduces stress concentration during bending. Over this core assembly, two layers of PCP elastomer are applied as inner and outer sheaths. This structure is built on three engineering principles: uniform distribution of electric fields, even distribution of mechanical stress, and continuous protection against moisture and chemical attack.
Conductor: Class 5 Flexible Copper
At the center of each phase and earth core is a conductor made of plain annealed copper, constructed as Class 5 flexible according to DIN VDE 0295. Unlike solid or Class 2 compacted conductors, Class 5 conductors are made of many fine strands twisted together in multiple layers.
From a mechanical perspective, this design works on the principle of strain distribution. When a cable bends, the outer surface stretches while the inner surface compresses. In a solid conductor, this creates high localized stress that can lead to cracking over repeated cycles. In a finely stranded Class 5 design, the individual wires slide slightly past one another, absorbing the bending force without concentrating it in one area. This extends flex life by a factor of 3 to 5 compared to less flexible constructions.
Electrically, high‑purity copper ensures low electrical resistance, minimizing heat generation and voltage drop even over long cable runs. This is critical in deep mines or long tunnels where distances between switchgear and equipment can be significant.
Semi‑Conductive Screens
Immediately surrounding each phase conductor and again over the insulation layer is an extruded semi‑conductive compound. These layers are not insulation; they are designed to be electrically conductive but with a controlled resistivity between 10 and 100 Ω·cm.
Their purpose follows the theory of uniform electric fields. In a cable, the electric field around a round conductor is naturally strongest at the surface. If the insulation were applied directly, any small air gap or irregularity would create localized high field points that could eventually lead to electrical breakdown. By applying a semi‑conducting layer, the electric field is forced to spread evenly across the entire cylindrical surface, creating a smooth, equipotential boundary. This suppresses corona discharge and partial activity, which are the primary causes of insulation aging and failure.
Insulation: HEPR‑MV Micro‑Filtered Compound
The insulation layer is made of HEPR‑MV, a specially formulated cross‑linked ethylene‑propylene rubber that is explicitly rated as superior to the widely used 3GI3 grade. The material undergoes a micro‑filtration process during manufacturing to remove solid impurities larger than 50 microns.
Material science explains why this matters. Electrical failure in rubber insulation often begins at microscopic particles or voids, which act as starting points for water trees and electrical trees. Water trees grow slowly in humid environments, while electrical trees develop under high voltage stress. Both reduce insulation strength over time. By removing impurities and using a high‑quality cross‑linked polymer, HEPR‑MV offers a breakdown strength of more than 25 kV/mm and a very low dielectric loss factor, typically below 0.003 at operating voltage.
Thermally, cross‑linking changes the molecular structure of the rubber from long, linear chains to a three‑dimensional network. This allows the material to maintain its shape and mechanical properties at temperatures up to 90 °C, whereas non‑cross‑linked rubber would soften and deform. The result is a service life estimate of more than 30 years under normal operating conditions, compared to roughly 15 years for standard rubber insulation rated at 70 °C.
Earth Cores
The three earth cores are identical in construction to the phase conductors, using Class 5 flexible copper. Their placement in the interstices of the cable core serves two purposes. Electrically, they provide a low‑impedance path for fault currents, ensuring rapid operation of protective relays and reducing the risk of dangerous touch voltages. Mechanically, they fill the gaps between the larger phase cores, helping to maintain a circular shape. This circular profile is essential because bending forces are distributed evenly around the cable, rather than concentrating at corners or flat sides.
Inner Sheath: PCP Special Compound
Beneath the final outer covering lies an inner sheath made of PCP, or chlorinated polyethylene. This layer acts as a cushion and separator. It prevents the individual insulated cores from rubbing directly against the outer sheath, and it distributes radial compression forces evenly across the entire cable cross‑section.
PCP is chosen here because it has a similar modulus of elasticity to the insulation and semi‑conductive layers. When the cable heats up and expands, or cools and contracts, all layers move together, reducing the risk of separation or delamination that could create air gaps and weaken the electrical system.
Outer Sheath: High‑Grade PCP, Red Color
The outermost layer is the most visible and mechanically demanding part of the cable. It is made of the same PCP elastomer but formulated for maximum toughness and wear resistance, and is colored bright red for high visibility in dark or dusty environments.
PCP is a copolymer modified with chlorine atoms along its molecular chain. This chemical structure gives it unique advantages over traditional sheath materials like natural rubber, neoprene, or nitrile rubber. According to the similarity principle in chemistry, materials resist swelling and degradation when their chemical structure differs from that of oils and solvents. The chlorinated backbone of PCP makes it highly resistant to mineral oils, hydraulic fluids, and diesel fuel, with volume swelling typically remaining below 10 % after 24 hours of immersion at 70 °C.
Mechanically, cross‑linked PCP provides high tensile strength of at least 12 MPa and a tear strength above 40 kN/m. In abrasion tests following DIN 53516, it loses less than 60 mm³ of material, compared to values of 150 mm³ or higher for standard rubber sheaths. It also resists cracking from ozone and UV exposure, and remains flexible at temperatures as low as -20 °C, even when subjected to continuous movement.
Engineering Principles and Performance Advantages
Every design choice in TUNNELFLEX‑TX follows a clear engineering logic, which translates into measurable advantages over cables used in general industrial applications.
Electrical Reliability
The combination of double semi‑conductive screens and HEPR‑MV insulation ensures that the electric field remains uniform and stable throughout the cable’s service life. This reduces the rate of electrical aging and prevents the formation of voids or defects that could lead to sudden failure. The ability to operate continuously at 90 °C also means that the cable can carry more current in a smaller cross‑section than older designs limited to 70 °C, reducing overall installation size and weight.
Mechanical Durability
The Class 5 conductor, round core assembly, and dual PCP sheath system work together to solve the problem of fatigue failure. Tests show that TUNNELFLEX‑TX can withstand more than 10,000 bending cycles at a radius of 10 times its diameter, compared to fewer than 2,000 cycles for standard medium‑voltage cables. This means it can be reeled and unreeled thousands of times before showing signs of wear.
The abrasion resistance of the outer sheath allows it to be dragged over rock, concrete, and steel surfaces without quickly wearing through. In environments where the cable is constantly moving, this reduces the frequency of inspections and replacements.
Environmental Compatibility
In South African mines and tunnels, cables are exposed to water, mud, dust, and a variety of chemicals. The materials used in this cable are chosen to resist all of these factors. The PCP sheaths are non‑porous and prevent moisture from reaching the insulation, while the HEPR material does not degrade or absorb water. The cable also meets flame‑retardant requirements under IEC 60332‑1‑2, meaning it will not propagate fire if exposed to an ignition source.
Comparison with Conventional Cables
To understand the value of this design, it helps to compare it directly with what is commonly used:
Standard MV cables: These often use Class 2 conductors, EPR insulation, and PVC or general rubber sheaths. They are cheaper initially but have a service life of only 3 to 6 months under heavy movement. Their lower temperature rating also limits current capacity.
Basic mining trailing cables: These use better rubber compounds but are limited to operating temperatures of 80 °C or less, with higher dielectric losses and lower abrasion resistance. They typically last 6 to 12 months in similar conditions.
TUNNELFLEX‑TX: Offers continuous operation at 90 °C, low dielectric loss, superior abrasion, and a service life of 2 to 5 years depending on the duty cycle. While the upfront cost is higher, the total cost of ownership is lower because replacements and downtime are reduced.
Field Performance in South Africa Mining and Tunneling
South Africa has one of the most challenging underground environments in the world. With a long history of gold and platinum mining, as well as large‑scale infrastructure projects, the country has developed strict requirements for electrical equipment. The performance of TUNNELFLEX‑TX in these environments serves as a practical validation of its design.
Local Operating Context
In deep mines, equipment operates 24 hours a day, 7 days a week. The ambient temperature underground can reach 35 °C or higher, and the air is often saturated with moisture. Cables are subjected to constant movement as TBMs advance and loaders travel between work faces. Even small faults can lead to extended shutdowns, which are particularly costly in deep mines where access and repair are difficult.
Case Study 1: Deep Gold Mine in the Free State
At a mine reaching 1,850 meters below the surface, operations required power for a 6/10 kV TBM and associated transport equipment. Initially, standard rubber‑insulated cables were installed, but they began to show signs of sheath wear and insulation deterioration after only 3 to 5 months. Failures occurred roughly every 4 months, resulting in downtime that averaged 3 days per incident.
After switching to TUNNELFLEX‑TX, the situation changed. The cable was able to withstand continuous reeling, exposure to mud and hydraulic oil, and abrasion against hard rock. After 26 months of operation, inspections showed no significant reduction in insulation resistance or sheath thickness. The number of replacements fell by 78 %, and the annual cost related to cable maintenance and replacement dropped by approximately 38 %. The mine also noted that the bright red color made inspections easier, allowing damaged sections to be identified and repaired before they caused a failure.
Case Study 2: Infrastructure Tunnel in Gauteng
During the construction of a long‑distance transport tunnel, a large TBM required 8.7/15 kV power. The route included several curves and required the cable to be reeled and unreeled regularly. The project team chose TUNNELFLEX‑TX because it was designed specifically for single‑plane movement.
Throughout the project, the cable maintained stable electrical readings. No core breaks or insulation faults were recorded, and the sheath remained intact despite being dragged over rough concrete and steel supports. The project reported a 75 % reduction in unplanned stops related to power supply issues, which helped keep the work on schedule.
Why It Fits South African Conditions
The design without anti‑twisting protection is actually an advantage in most South African applications. TBM and reeling systems typically guide the cable along a fixed plane, so twisting is not part of normal operation. Removing the anti‑twist layer reduces the cable’s overall diameter, weight, and cost, while still delivering the required performance. The compliance with SANS standards and the Mine Health and Safety Act also simplifies approval and use in regulated environments.
Feichun RS‑(N)TSCGEWOEU: An Equivalent Alternative
While the original TUNNELFLEX‑TX has proven its value, there are situations where procurement teams look for options that offer the same performance but with better availability and pricing. The Feichun brand RS‑(N)TSCGEWOEU cable is designed as a direct equivalent, matching the specifications and construction of the original design.
Same Standards and Performance
Feichun manufactures its cable to the same DIN VDE, IEC, and SANS standards. The construction is identical: Class 5 flexible copper conductors, extruded semi‑conductive screens, HEPR‑MV insulation rated above 3GI3, and double PCP sheaths. It covers the same voltage range from 3.6/6 kV to 12/20 kV and meets the same temperature, bending, and electrical test requirements. This means it can be used as a drop‑in replacement without requiring changes to design or installation procedures.
Key Advantages
For South African buyers, this alternative offers three main benefits:
Cost efficiency: The price point is typically 20 % to 30 % lower than European‑sourced equivalents, while maintaining the same quality and test results.
Shorter lead times: Production and delivery times average 4 to 6 weeks, compared to 12 to 16 weeks for cables imported from Europe. This helps projects stay on schedule.
Quality assurance: Each batch is tested for partial discharge, voltage withstand, and mechanical properties before leaving the factory, with documentation provided to meet local regulatory requirements.
Selection, Installation, and Maintenance
Even the best‑designed cable will only perform as well as it is selected, installed, and maintained. Following a few basic rules ensures that the expected service life is achieved.
Choosing the Right Rating
Selection starts with matching the voltage to the system:
3.6/6 kV: Suitable for small TBMs, pumps, and auxiliary equipment
6/10 kV: Used for medium‑size machines and transport systems
8.7/15 kV and 12/20 kV: Recommended for large TBMs, long cable runs, and high‑power applications
The cross‑section must be chosen based on current demand, voltage drop, and short‑circuit capacity, with the temperature correction factors applied to avoid overloading.
Installation Best Practices
The cable must never be bent tighter than the minimum radius specified. When used on drums, the 10 times diameter rule applies, and the cable should be wound evenly without overlapping in a way that causes pinching. It should not be dragged over sharp edges or left lying on surfaces that could cut the sheath. Although it is resistant to oil and moisture, it should be routed away from direct contact with chemicals where possible.
Maintenance
Regular inspections are simple but effective. A visual check once a month looks for cuts, swelling, or deep abrasion. Insulation resistance measurements should be taken every three months to detect any gradual degradation. In critical applications, partial discharge testing can be performed annually to confirm the health of the insulation system.
Frequently Asked Questions
Q: Can this cable be used in applications where twisting occurs?
A: No. The TUNNELFLEX‑TX version does not include anti‑twisting reinforcement. If the cable is rotated around its axis continuously, a version with an anti‑twist braid should be selected instead.
Q: What is the maximum reeling speed?
A: Continuous operation is recommended up to 60 meters per minute. Higher speeds up to 100 meters per minute can be used for short periods, but consistent high speeds may increase wear.
Q: Is the cable suitable for permanent submersion?
A: The design is water‑resistant and suitable for wet or muddy conditions, but it is not specifically rated for continuous submersion under pressure. For permanent underwater use, consult the manufacturer for a modified design.
Q: Does it meet South African mining regulations?
A: Yes. It aligns with SANS 10142 and the requirements of the Mine Health and Safety Act, making it acceptable for use in both mining and public infrastructure projects.
Q: What is the typical service life?
A: Under normal conditions, it can last from 2 to 5 years. Exact life depends on how often it is moved, how heavily it is loaded, and how well it is maintained.
Conclusion
The RS‑(N)TSCGEWOEU TUNNELFLEX‑TX represents more than just a cable; it is a solution developed to solve a specific set of difficult engineering problems. By combining Class 5 flexible copper, HEPR‑MV insulation, and double PCP sheaths in a symmetric arrangement, it achieves a balance of electrical performance, mechanical strength, and environmental resistance that standard cables cannot match.
In South Africa’s mines and tunnels, this design has proven its ability to reduce downtime, extend service intervals, and lower the total cost of operation. It is not a more expensive option, but rather one that delivers better value over the full life of the installation. The availability of equivalent alternatives like Feichun’s RS‑(N)TSCGEWOEU cable provides further flexibility, offering the same technical performance with improved lead times and pricing.
For any project requiring reliable power for mobile equipment in high‑stress environments, choosing the right cable is an investment in safety and productivity. If you need detailed specifications, pricing, or technical support for your next tunneling or mining project, contact the Feichun team directly at Li.wang@feichuncables.com.


Email Address: Li.wang@feichuncables.com
© 2025. All rights reserved.


One-click to Quickly Contact
Products
Contact
Company
Location:
Building A Private Science and Technology Park, Hefei Economic and Technological Development Zone, Anhui Province, China
Heat Resistant Cable
WhatsApp: +86 17333223430
Social Media: