Anhui Feichun Special Cable Co.,Ltd Email: Li.wang@feichuncables.com


Multicore H07RN-F Rubber Insulated Cables: Heavy-Duty Flexible Power Solutions for South African Mining, Ports & Harsh Environments – BS 7919, SANS 1574 Compliant
For South African electrical engineers, procurement officers, mine safety managers, and facility operators: this detailed guide explains why Multicore H07RN-F rubber-insulated cables are the trusted choice for powering moving equipment in mines, ports, construction sites, and agricultural operations across Southern Africa. We cover full technical specifications, material science behind its Class 5 conductors, EI4 rubber insulation and PCP sheathing, compliance with BS 7919 and SANS 1574, real-world performance in gold and platinum mines, Durban Port, and Free State irrigation projects, plus how Feichun’s equivalent cables deliver identical performance with faster delivery and better value for money.
Li.Wang
7/15/202615 min read


Introduction: Powering Reliability in South Africa’s Toughest Worksites
In industries across South Africa, from deep-level gold mines in Gauteng to container terminals in Durban and grain farms in the Free State, reliable power supply is more than a convenience – it is the foundation of productivity, safety, and profitability. Yet one of the most overlooked points of failure in these systems is often the cable itself. Standard PVC-insulated cables, commonly used for general fixed wiring, frequently fall short when called upon to power moving equipment, withstand constant physical stress, or operate in the harsh mix of moisture, chemicals, temperature swings, and ultraviolet exposure found at many local worksites.
Operators often report that PVC trailing cables fail after just six to eight months of use in mining or heavy construction settings, leading to unplanned shutdowns, expensive emergency replacements, and ongoing safety concerns from exposed conductors or degraded insulation. These failures are not usually the result of poor installation or bad workmanship; they happen because standard cables were never designed for these demanding conditions. What these operations need is a purpose-built solution that balances electrical performance, mechanical flexibility, and long-term resistance to whatever the environment throws at it.
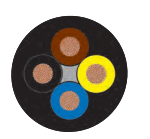
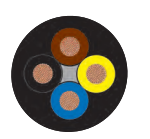
Multicore H07RN-F rubber insulated cables are exactly that solution. Widely recognised as the global benchmark for heavy-duty flexible power cables, this product is far more than just an upgraded version of standard wiring. It is an engineering masterpiece designed specifically for dynamic, high-stress applications, combining three core elements: Class 5 flexible copper conductors, EI4 rubber insulation, and EM2 polychloroprene (PCP) sheathing. Together, these components deliver a level of reliability that standard PVC cables simply cannot match, making H07RN-F ideal for the very environments that challenge South African industries most.
Unlike general-purpose cables that are optimised for low cost and fixed installation, H07RN-F is built around a clear design philosophy: power must reach moving equipment safely, even when the cable is dragged, twisted, crushed, or exposed to oil, water, extreme temperatures, or sunlight. This approach means it solves four persistent problems that plague standard cables in local use: conductor breakage from repeated bending, sheath cracking from environmental exposure, insulation failure from chemical contact, and accelerated ageing from heat or UV radiation.
This guide draws on full technical data from official manufacturer specifications, international and South African standards, and verified real-world performance data to explain exactly how H07RN-F is built, why it performs so well, how it complies with local regulatory requirements, and how it can be sourced cost-effectively without compromising on quality. Whether you are selecting cables for a new mine expansion, upgrading port crane wiring, or sourcing reliable power for mobile agricultural equipment, this information will help you make informed decisions that reduce downtime and lower long-term operating costs.
Core Technical Specifications and Compliance Standards
All specifications outlined in this section match the official datasheet for Aberdare Multicore H07RN-F rubber insulated cables, and apply equally to fully compliant equivalent products from Feichun.
Voltage Ratings and Operating Limits
The Multicore H07RN-F range carries a primary rated voltage of 450/750V (U₀/U) under the British Standard BS 7919, making it suitable for most low-voltage industrial power and control circuits. For smaller sizes from 1.0mm² to 2.5mm² with five cores or fewer, the cable also complies with BS 6500 for 300/500V use. Importantly, the full range meets or exceeds the minimum requirements set out in SANS 1574 for 600/1000V flexible power cables, the key South African standard for this class of equipment.
The cable is designed to operate continuously with a maximum conductor temperature of 85°C when used in an ambient temperature of 30°C, the reference condition used for all published current ratings. Even at these high operating temperatures, the insulation remains stable and does not soften or deform. The minimum temperature requirement for the insulation material itself is 60°C, while the full cable assembly maintains reliable performance across an operating temperature range of -25°C up to +85°C. During type testing, each cable design is subjected to a 2500V AC withstand test to confirm insulation integrity before leaving the factory.
Conductor Sizes and Core Configurations
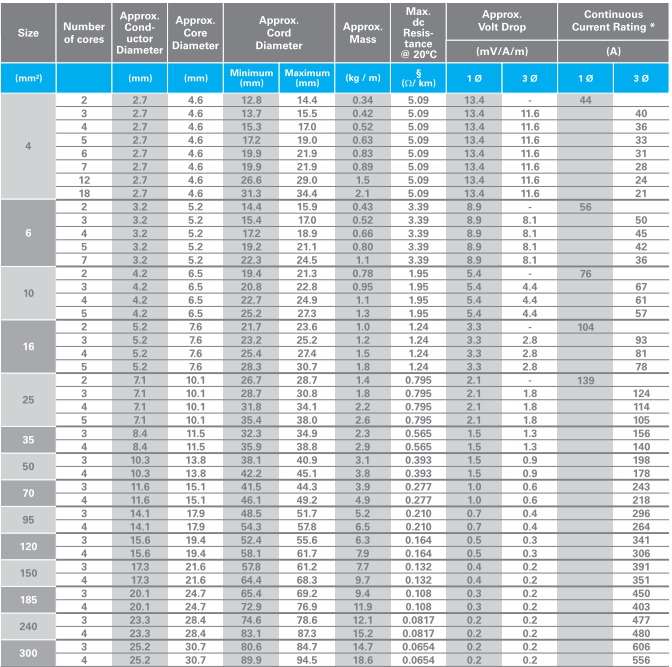
The range covers conductor sizes from 1.0mm² all the way up to 300mm², with core counts tailored to different size categories to suit power, control, and combined applications:
1.0mm², 1.5mm² and 2.5mm²: available in 2, 3, 4, 5, 6, 7, 12, 18, 19, 24, 32, 36 and 37 cores
4mm²: available in 1, 2, 3, 4, 5, 6, 12, 18, 24 and 36 cores
6mm² to 10mm²: available in 1, 2, 3, 4 and 5 cores
16mm² to 25mm²: available in 2, 3, 4 and 5 cores
35mm² to 300mm²: available in 3 and 4 cores
Key electrical performance values for common sizes include:
1.0mm²: maximum DC resistance 20.0Ω/km at 20°C; approximate voltage drop 52.3mV/A/m at 10m length
1.5mm²: maximum DC resistance 13.7Ω/km at 20°C; approximate voltage drop 36.2mV/A/m at 10m length
2.5mm²: maximum DC resistance 8.21Ω/km at 20°C; approximate voltage drop 21.6mV/A/m at 10m length
4mm²: maximum DC resistance 5.09Ω/km at 20°C; approximate voltage drop 13.4mV/A/m at 10m length
10mm²: maximum DC resistance 1.95Ω/km at 20°C; approximate voltage drop 5.4mV/A/m at 10m length
300mm²: maximum DC resistance 0.0654Ω/km at 20°C; approximate voltage drop 0.2mV/A/m at 10m length
Continuous current ratings are based on the reference conditions noted above, with typical values including 22A for 3-core 1.5mm², 29A for 3-core 2.5mm², 40A for 3-core 4mm², and 67A for 3-core 10mm². These values should be adjusted for actual installation conditions such as higher ambient temperatures, grouped cabling, or enclosed routing.
Full Compliance Framework
Multicore H07RN-F is manufactured to meet an internationally recognised set of standards that align closely with South African regulatory requirements, eliminating the need for costly additional testing or certification for most local projects:
BS 6360 / IEC 60228 / SANS 1411 Part 1: define the material, purity, and stranding requirements for Class 5 flexible conductors
BS 7655: sets performance requirements for EI4 rubber insulation and EM2 polychloroprene sheathing
BS 7919: the primary British specification for 450/750V rubber insulated flexible cables
BS 6500: applies to 300/500V flexible cables in smaller core configurations
SANS 1574: the South African national standard for flexible power cables, against which H07RN-F meets all minimum requirements for 600/1000V use
This alignment means the cable is accepted by regulators including the Department of Mineral Resources and Energy for mining applications, and qualifies for use in government tenders, parastatal projects, and private industrial developments across South Africa.
Construction Breakdown: Engineering Principles and Material Science
Every layer of Multicore H07RN-F is chosen and shaped to work as part of an integrated system, rather than as individual components. This section explains the structure from the inside out, the materials used, and the scientific and engineering principles that underpin each design choice.
Class 5 Flexible Copper Conductors
At the very heart of the cable are plain or tinned annealed copper conductors, manufactured to Class 5 standards. Unlike the solid or coarsely stranded Class 2 conductors used in fixed wiring, Class 5 conductors are formed from many fine copper wires stranded together in carefully controlled layers. For example, a 1.5mm² Class 5 conductor typically uses around 30 individual wires each approximately 0.25mm in diameter, with a total approximate conductor diameter of 1.6mm.
This design is rooted in both mechanical and electrical science. From a mechanical perspective, bending a solid conductor concentrates stress at the point of flexure, leading to metal fatigue and eventual fracture after a relatively small number of movements. By spreading the bending load across hundreds of fine strands, Class 5 conductors can withstand more than 100,000 bending cycles without failure – around ten times the life of Class 2 alternatives. Even if one or two strands break, the remaining conductors maintain full electrical continuity, reducing the risk of sudden power loss.
Electrically, the use of high-purity annealed copper ensures consistent conductivity and low heat generation, with resistance values that meet or exceed IACS standards. Tinning the copper strands adds an extra layer of protection: the thin tin coating prevents oxidation and corrosion when the cable is used in damp underground workings, coastal environments, or areas with high humidity, ensuring stable electrical performance over decades of use.
EI4 Rubber Insulation
Each individual conductor is surrounded by a uniform layer of EI4 rubber compound, manufactured to BS 7655 requirements. This insulation is extruded at a consistent thickness matched to conductor size, with colour-coding for easy identification: cables with five cores or fewer use solid colours including black, blue, brown, violet, and green/yellow for protective earth, while cables with six or more cores use black insulation with printed white numbers, and can be supplied with or without a dedicated green/yellow earth core.
The choice of cross-linked rubber rather than thermoplastic materials like PVC comes down to electrical and thermal performance. EI4 rubber has a stable dielectric constant that does not shift significantly with temperature or age, maintaining high insulation resistance and preventing leakage currents even under vibration or repeated thermal cycling. Unlike PVC, which softens and flows when heated above 70°C, the cross-linked molecular structure of rubber means it remains dimensionally stable even when exposed to short-circuit temperatures up to 200°C, eliminating the risk of insulation thinning or core-to-core contact during fault conditions.
The material is also formulated to resist degradation from common industrial fluids, preventing the insulation from becoming brittle or softening if it comes into contact with cleaning agents or mild chemicals.
Inner Filling and Bedding
Once individual cores are insulated and identified, they are stranded together in layers with an optimised pitch – the distance the core travels before completing one full turn around the cable axis – to balance flexibility and structural integrity. The gaps between cores are filled with compatible rubber compounds, and a thin bedding layer is applied over the assembled core bundle.
This step addresses two key engineering challenges. First, filling eliminates voids that could cause uneven stress distribution when the cable is dragged or crushed, preventing point loads from damaging individual cores. Second, maintaining a round cross-section ensures the outer sheath performs consistently, while also reducing the force required to pull or bend the cable during installation or operation. The materials used for filling and bedding are matched to the thermal expansion and elasticity of the insulation and sheath, so the cable does not distort or develop internal gaps when exposed to temperature changes.
EM2 Polychloroprene Outer Sheath
The outermost layer of the cable is an EM2 grade polychloroprene (PCP, also known as neoprene) sheath, or equivalent material, formulated for ordinary-duty oil resistance and flame retardancy as specified in BS 7655. This layer is the cable’s first line of defence against the outside world, and its design draws on advanced polymer science to deliver multiple protective benefits.
Flame retardancy comes from the molecular structure of PCP, which contains around 36% chlorine atoms. This gives the material a limiting oxygen index of 26% to 32%, meaning it requires a much higher concentration of oxygen to sustain combustion than is found in normal air. If ignited, the sheath will self-extinguish once the external heat source is removed, and does not produce burning droplets that could spread fire – a critical safety feature in underground mines and enclosed industrial spaces.
For oil and chemical resistance, the polarity of PCP molecules makes them incompatible with non-polar mineral oils, hydraulic fluids, and greases. When tested to EN 60811-404 standards, the material swells by less than 5% after prolonged immersion, rather than softening, blistering, or losing mechanical strength as PVC does. This performance is essential in mining equipment bays, workshop areas, and around diesel-powered machinery.
Weather and UV resistance comes from the strong carbon-chlorine chemical bonds in PCP, which are not easily broken by ultraviolet radiation from sunlight or ozone in the atmosphere. Where PVC becomes brittle and cracks after two to three years of outdoor exposure, PCP retains its elasticity and surface integrity for five years or more, even in the intense coastal UV found in KwaZulu-Natal.
Mechanically, the material offers high tensile strength and elongation at break, allowing it to stretch and recover when pulled or run over, rather than tearing or splitting. It is formulated to resist abrasion from sharp rock, rough concrete, and steel edges, reducing the risk of sheath damage during routine use.
Real-World Performance: South African Case Studies
The value of Multicore H07RN-F is most clearly demonstrated by its track record in some of South Africa’s most demanding operating environments.
Mining: Trailing Cables for Gold and Platinum Operations
South Africa’s deep-level gold and platinum mines present one of the most difficult sets of conditions for any electrical product: high humidity, constant exposure to hydraulic oil and drilling fluids, sharp rock debris, and continuous movement as mining faces advance. Until recently, many mines relied on standard PVC trailing cables to power continuous miners, scraper conveyors, and shuttle cars.
In these applications, the average service life of PVC cables was just six to eight months. Even with regular inspections, repeated dragging and twisting would break internal conductors, while moisture and oil ingress would degrade insulation, leading to frequent short circuits. Each failure typically required an eight to twelve hour shutdown for replacement, disrupting production schedules and creating additional safety risks while repairs were carried out.
Since switching to Multicore H07RN-F, operations have seen service life extend to 24 months or longer, with some installations still performing reliably after three years. The cable meets all minimum requirements of SANS 1574, so it is accepted directly by mine safety officers and the Department of Mineral Resources and Energy without additional testing or modifications. One major platinum mine in Limpopo reported that the change reduced annual cable replacement costs by 65% and cut unplanned downtime linked to power cables by more than 1,200 hours per year.
Port Operations: Durban Container Terminal
Port environments combine salt spray, year-round UV exposure, and heavy mechanical use that quickly degrades standard wiring. At Durban Container Terminal, gantry cranes move thousands of times per day, while cables are exposed to constant sea breeze and occasional saltwater splashes. Previously installed PVC cables would become brittle and develop deep surface cracks after two to three years, requiring full replacement before insulation failure occurred.
Multicore H07RN-F cables installed on these cranes have now been in service for more than five years, with inspections showing no significant UV degradation, salt corrosion, or loss of sheath elasticity. The cable’s resistance to abrasion also means it stands up well to repeated movement along cable chains and guide rails, reducing the need for mid-life repairs.
Agriculture: Free State Mobile Irrigation Systems
Centre-pivot and travelling irrigation systems across the Free State and North West operate in a wide range of temperatures, from freezing winter nights to hot summer days, while cables are often dragged through wet soil, fertiliser runoff, and uneven ground. Rigid PVC cables used in early installations would often crack in cold weather or soften and lose shape in heat, failing after just one growing season.
H07RN-F cables installed on these systems remain flexible even at temperatures as low as -5°C, and do not soften or deform at 40°C. They withstand contact with mud and dilute fertilisers without swelling or cracking, and hold up well to repeated pulling over rough terrain, reducing the number of replacements needed per season.
Procurement and Regulatory Compliance
Multicore H07RN-F is formally listed under SANS 1574 as a compliant flexible power cable for 600/1000V use, making it eligible for all national, provincial, and municipal tenders, as well as projects run by state-owned entities such as Transnet and Eskom. Suppliers including LAPP Southern Africa hold full SANS-aligned test reports and certification documentation, which meets the requirements of the Electrical Equipment Safety Act and eliminates delays during tender evaluation and site audit processes.
Key Advantages Over Standard PVC Cables
The difference between Multicore H07RN-F and standard PVC cables such as H07V-K is not just one or two improved features – it is a fundamental shift in design priorities that delivers measurable benefits for South African users.
For flexibility and fatigue life, Class 5 conductors combined with rubber insulation and sheath allow H07RN-F to be bent to a radius as small as four to six times its overall diameter, compared to eight to ten times for PVC cables. This makes it easier to route around tight corners on equipment, and reduces stress on both the cable and connection points during movement. While PVC cables typically fail after around 10,000 bending cycles, H07RN-F can survive more than ten times that number, making it far more economical for dynamic applications.
Environmental performance is another clear point of difference. PVC cables lose flexibility and become brittle below -15°C, and soften significantly above 70°C, while H07RN-F remains stable across the full range from -25°C to +85°C. It resists swelling and degradation from diesel, hydraulic oil, and greases that cause PVC to soften and lose strength, and its UV stability means it does not need additional conduit or protection for most outdoor installations.
Mechanically, the PCP sheath offers roughly 50% higher tear resistance than standard PVC, and absorbs impact better without cracking. This is particularly important on construction sites and in mining, where cables are often walked on, run over by light vehicles, or dragged over sharp edges – conditions that would quickly damage or penetrate PVC sheathing and create a risk of short circuits or electric shock.
For safety, H07RN-F’s self-extinguishing behaviour and low smoke emission reduce fire risk in enclosed spaces. Its stable dielectric performance also means insulation resistance remains consistent over time, reducing the chance of undetected leakage currents that could trigger earth leakage protection or create shock hazards.
Taken together, these advantages address the four core limitations of standard cables in South African use: early failure from mechanical fatigue, rapid degradation from environmental exposure, chemical damage from common worksite fluids, and insufficient safety margins in critical applications.
Feichun H07RN-F: A Fully Equivalent, Cost-Effective Alternative
For procurement teams looking to balance performance, compliance, and budget, Feichun produces a Multicore H07RN-F equivalent that matches all key specifications and standards of the original design.
Full Alignment with Standards and Performance
Feichun H07RN-F cables are manufactured to meet BS 7919, BS 6500, and the minimum requirements of SANS 1574, with identical construction: Class 5 plain or tinned copper conductors, EI4 rubber insulation, and EM2-grade PCP sheathing. All dimensional values, DC resistance figures, voltage drop calculations, and current ratings match the datasheet referenced in this guide exactly. Full SANS-aligned test reports and certificates are available for all orders, making the product fully compliant for tenders and site audits.
Key Benefits for South African Buyers
Choosing Feichun as an alternative to premium European brands offers three distinct advantages. First, pricing is typically 15% to 25% lower, with no compromise on material quality or performance – a significant saving for large mining or infrastructure projects. Second, lead times are shorter, with stock available for dispatch to South Africa without the long delays often associated with shipping from overseas manufacturers. Third, Feichun can accommodate custom requirements such as non-standard core counts, dedicated earth cores, or alternative packaging for trailing applications, making it easier to source exactly what a project needs without ordering minimum quantities that far exceed demand.
Sizing, Selection, and Installation Guidance
Selecting the right Multicore H07RN-F cable requires balancing electrical requirements, mechanical constraints, and site conditions.
When choosing conductor size, start with the full load current of the equipment, adjusting the published reference ratings if the site ambient temperature is consistently above 30°C, or if multiple cables are routed together without spacing. Check the total cable length to ensure voltage drop stays within acceptable limits – for example, a 10m length of 4-core 2.5mm² cable has a voltage drop of 18.7mV/A/m, which adds up over longer runs. Finally, confirm that the short-circuit withstand capacity matches the protection settings on the supply side.
For South African conditions, there are several specific considerations. For underground mining, always confirm that the product carries documentation demonstrating compliance with SANS 1574. For coastal sites, specify tinned conductors to minimise corrosion from salt-laden air. For operations in the southern Free State or high-altitude areas that see regular frost, consider low-temperature compound variants for maximum flexibility in winter. Where cables will be exposed to high concentrations of chemicals or frequent contact with aggressive fluids, ask about enhanced oil-resistant grades.
During installation, never pull cables directly by the cores or connections, and always respect the minimum bend radius. Where possible, route cables away from sharp edges, and use cable reels or guide chutes for trailing applications to reduce unnecessary tension and abrasion. Regular visual inspections should focus on sheath condition at connection points and areas of highest movement, rather than testing insulation resistance unnecessarily – the cable’s robust design means it requires far less maintenance than PVC alternatives.
Frequently Asked Questions
Is H07RN-F approved for use in South African mines?
Yes, it meets all minimum requirements of SANS 1574 for 600/1000V flexible cables, and is accepted by the Department of Mineral Resources and Energy for use in gold, platinum, coal, and other mineral operations.
Can I use this cable for fixed wiring as well as moving equipment?
While it is designed primarily for flexible and semi-flexible use, it is perfectly suitable for fixed wiring in industrial areas where environmental conditions would damage standard cables. For general domestic or commercial fixed wiring, standard fixed cables are usually more cost-effective.
How does its service life compare to standard PVC cables?
In typical mining or port applications, H07RN-F lasts three to four times longer than PVC cables, with corresponding reductions in labour costs and downtime.
Will Feichun cables be accepted for government tenders?
Yes, as long as they are accompanied by full compliance documentation and test reports matching SANS 1574 and relevant international standards.
What is the difference between plain and tinned copper conductors?
Tinned copper offers better corrosion resistance and is recommended for damp underground sites, coastal areas, or installations where the cable may be exposed to chemicals. Plain copper is suitable for standard dry or moderately humid industrial environments.
Conclusion
Multicore H07RN-F rubber insulated cables represent more than just a different type of wiring – they are a purpose-built solution designed around the real challenges faced by South African industries. By combining Class 5 flexible conductors, EI4 rubber insulation, and EM2 polychloroprene sheathing, the design addresses the fundamental limitations of standard PVC cables in dynamic, harsh environments.
This approach delivers consistent electrical performance alongside outstanding mechanical toughness and environmental resistance, all while meeting the exact standards required for local regulatory compliance. For mines, ports, construction projects, and agricultural operations, switching to H07RN-F means fewer unplanned shutdowns, lower long-term maintenance costs, and improved safety for people and equipment alike. With fully equivalent options available from Feichun, there is no need to compromise on quality or wait for extended delivery times to access these benefits.
If you would like to request a full datasheet, discuss custom specifications, or obtain a quotation for Multicore H07RN-F cables for your project, please contact the Feichun team directly:

Email Address: Li.wang@feichuncables.com
© 2025. All rights reserved.


One-click to Quickly Contact
Products
Contact
Company
Location:
Building A Private Science and Technology Park, Hefei Economic and Technological Development Zone, Anhui Province, China
Heat Resistant Cable
WhatsApp: +86 17333223430
Social Media: