Anhui Feichun Special Cable Co.,Ltd Email: Li.wang@feichuncables.com


High-Performance FESTOONFLEX PUR‑HF D12Y11Y Round Reeling & Festoon Cable: Advanced PUR Festoon Technology for High-Speed Drag Chains, Cranes & Material Handling in South Africa
Designed specifically for South Africa’s most demanding industrial environments — from the salt‑laden winds of Saldanha Bay and Richards Bay to the dusty, humid conditions of deep‑level mines in the Bushveld Complex — the FESTOONFLEX PUR‑HF D12Y11Y‑J/O is far more than a standard low‑voltage cable. It is a purpose‑built dynamic power and control solution engineered to withstand millions of bending cycles, heavy abrasion, moisture immersion, wide temperature fluctuations, and chemical exposure. This article explains its construction, material science, technical specifications, and real‑world performance, showing how it reduces downtime, improves safety, and delivers a lower total cost of ownership for ports, mines, steelworks, and automated handling systems across Southern Africa.
Li.Wang
7/3/202613 min read


Introduction: The Hidden Challenge of Dynamic Power Distribution
In the heavy industry sectors that form the backbone of South Africa’s economy — mining, bulk commodity handling, logistics, and manufacturing — electrical power and control signals must often be delivered to equipment that is in constant motion. Overhead cranes, ship‑to‑shore gantries, stacker‑reclaimers, rubber‑tyred gantries, and automated transfer systems travel back and forth, up and down, sometimes hundreds of times per day, year after year.
For decades, many operators relied on standard fixed‑installation cables or general‑purpose rubber‑sheathed cables for these applications. The result was predictable: frequent failures. Insulation would crack, conductors would break, outer sheaths would wear through or swell, and cables would twist or bunch up inside festoon trolleys or drag chains. In many cases, these cables lasted only six to twelve months before requiring replacement, leading to unplanned shutdowns, high maintenance labour costs, and increased safety risks.
The root cause of these failures is often misunderstood. It is not that the cables are poorly made; it is that they are designed for static use, not for the combined effects of repeated bending, tensile loading, abrasion, and environmental exposure. When a cable moves, it is subjected to complex mechanical forces that create fatigue. When it operates outdoors or underground, it faces chemical attack, water ingress, and extreme temperatures. When it carries electrical current, it generates heat that can accelerate material degradation.
This is where the FESTOONFLEX PUR‑HF D12Y11Y‑J/O stands apart. Manufactured by Prysmian Group under the FESTOONFLEX brand, this cable is not a modified standard product — it is a system‑level solution designed from the ground up for dynamic service. Its design philosophy is built on a clear principle: separate and manage the electrical, mechanical, and thermal loads so that no single component is overstressed. By doing this, it achieves a service life many times longer than conventional cables, even in the harshest conditions found across South Africa.
Technical Specifications and Compliance Standards
To understand the capabilities of this cable, we first look at its published technical data, as defined in the manufacturer’s documentation. These values are not arbitrary; they are set according to widely recognised European and international standards, ensuring consistency and reliability in application.
Electrical Parameters
The FESTOONFLEX PUR‑HF D12Y11Y‑J/O is classified as a low‑voltage cable, but it provides significant safety margins for industrial use:
Rated voltage: 0.6/1 kV AC (600/1000 V)
Maximum permissible operating voltage: 0.7/1.2 kV AC and 0.9/1.8 kV DC
AC test voltage: 4 kV applied for 5 minutes during quality control
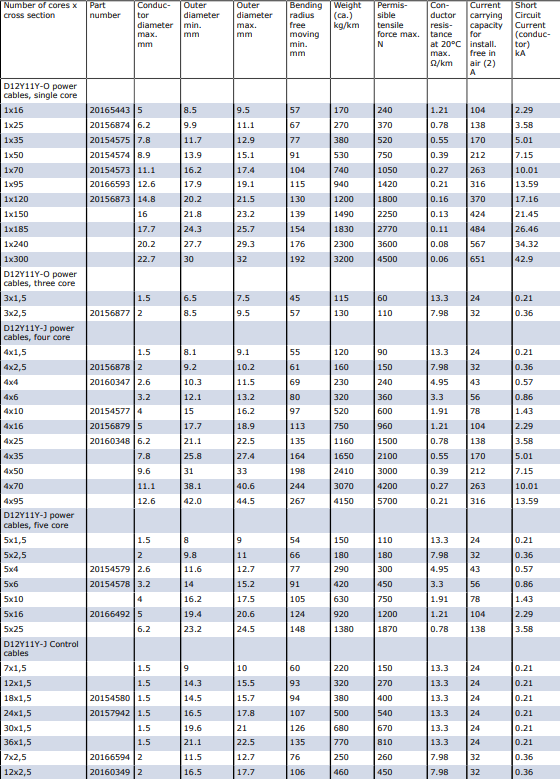
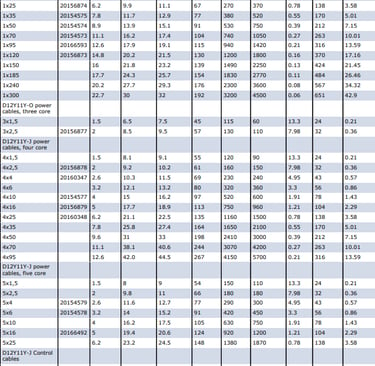
Current‑carrying capacity: Calculated and tested in accordance with DIN VDE 0298‑4, assuming installation in free air at an ambient temperature of 30 °C. Values vary by conductor size, ranging from 24 A for 1.5 mm² cores up to 651 A for 300 mm² single‑core cables.
Short‑circuit performance: Rated for a maximum conductor temperature of 250 °C during short‑circuit events, with fault current ratings from 0.21 kA for 1.5 mm² up to 42.9 kA for 300 mm².
Conductor resistance: At 20 °C, maximum resistance ranges from 13.3 Ω/km for 1.5 mm² down to 0.06 Ω/km for 300 mm², ensuring efficient power transfer and low voltage drop.
Thermal Performance
Temperature is one of the most critical factors affecting cable life. The insulation and sheath materials must remain flexible and stable across the full range of conditions encountered in South Africa, from freezing winter nights in inland mining areas to high summer heat and humidity in coastal ports:
Maximum continuous conductor temperature: 90 °C, allowing higher current densities without premature ageing.
Ambient temperature range:
For fixed installation: ‑50 °C to +80 °C
For fully flexible, moving operation: ‑40 °C to +80 °C
This wide operating window means the cable remains reliable both in open‑air yards and inside heated or confined equipment rooms.
Mechanical Characteristics
The mechanical specifications are where this cable differs most from standard types. Every parameter is calibrated to resist fatigue and deformation:
Conductor class: Plain copper, Class 5 flexible construction according to DIN EN 60228 / DIN VDE 0295. This means the conductor is made of many fine strands rather than a few thick wires.
Maximum tensile load: 15 N/mm² of conductor cross‑sectional area. This is nearly double the allowable load for standard flexible cables.
Torsional resistance: Rated for ±25 ° per metre, preventing the “corkscrew” effect that damages cables inside festoon systems.
Minimum bending radius: 6 × outer diameter. This value has been validated through flexing tests in accordance with HD 22.2 Part 3.1, confirming it can bend repeatedly without stress cracks.
Maximum operating speeds:
In festoon and drag chain systems: up to 210 m/min
For drum reeling applications: up to 60 m/min
A note in the technical data reminds operators that for very long drag chains, reducing speed slightly further improves service life, as longer travel distances create more cumulative stress.
Chemical and Environmental Resistance
In South Africa, cables must often survive exposure to salt spray, coal dust, iron ore fines, hydraulic oils, and sometimes mild chemicals:
Flame retardancy: Performance similar to IEC 60332‑1, limiting flame spread.
Halogen‑free formulation: The “HF” designation means no halogens are used in insulation or sheath compounds. In the event of a fire, the cable releases low levels of smoke and no corrosive or toxic gases such as hydrogen chloride.
Water resistance: Suitable for permanent submersion in non‑potable water up to a depth of 50 metres. This is a critical feature for applications where cables run over wet surfaces or are exposed to rain and spray.
Resistance to oils, greases, ozone, and UV radiation: The sheath material does not swell, soften, or become brittle when exposed to these common industrial and environmental factors.
Standard Construction Range
The cable is available in a wide selection of configurations to suit both power and control circuits:
Single‑core power (D12Y11Y‑O): 1 × 16 mm² up to 1 × 300 mm²
Multi‑core power: 3 × 1.5 mm² and 3 × 2.5 mm²; 4‑core from 4 × 1.5 mm² up to 4 × 95 mm²; 5‑core from 5 × 1.5 mm² up to 5 × 25 mm²
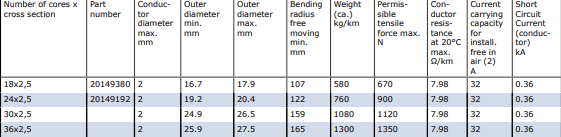
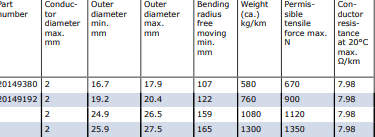
Multi‑core control (D12Y11Y‑J): 7, 12, 18, 24, 30, and 36 cores in 1.5 mm² and 2.5 mm² sizes
Core identification follows DIN VDE 0293‑308: up to five cores use distinct colours, while cables with six or more cores have white insulation marked with black sequential numbers for easy identification.
Construction and Material Science: Engineering for Motion
To understand why this cable performs so well, we must look layer by layer at how it is built and why each material was chosen. The design follows a simple but powerful principle: separate the functions so that each component does only what it is best suited to do.
Layer‑by‑Layer Structure
Conductor
At the heart of the cable is the electrical conductor. Instead of using solid wire or coarse strands, the design uses Class 5 flexible plain copper. Class 5 is defined by international standards as the finest degree of flexibility available for industrial power cables.
From a mechanical perspective, fine strands distribute bending stress across many small surfaces rather than concentrating it on a few thick ones. When a cable bends, the outer surface stretches and the inner surface compresses. If the conductor is rigid, this stress builds up until metal fatigue causes it to snap. With many fine strands, the stress is shared, and individual strands can shift slightly relative to each other without breaking.
From an electrical perspective, the large surface area of fine strands also reduces the “skin effect” at higher frequencies, allowing more efficient current flow. The use of high‑purity copper ensures low electrical resistance, which translates into less heat generation during operation.
Insulation
Each copper conductor is insulated with a halogen‑free thermoplastic elastomer based on polyester (TPE‑E). This material is chosen over traditional PVC or rubber for several reasons.
Electrically, it offers high dielectric strength — typically greater than 20 kV/mm — ensuring the insulation remains effective even at the maximum operating voltage. Its dielectric constant is stable across a wide temperature range, preventing fluctuations in electrical performance.
Mechanically, TPE‑E behaves like rubber but has better thermal stability. It retains its elasticity down to ‑40 °C, so it does not become stiff or crack when the temperature drops. It also has high elongation at break, exceeding 300 %, meaning it can stretch and return to its shape millions of times without permanent deformation.
Core Assembly and Central Reinforcement
The insulated cores are not simply laid parallel and wrapped. Instead, they are twisted together with a short length of lay around a central reinforcing element. This is one of the most important design features.
The central element is a high‑strength, non‑conductive, corrosion‑resistant filament or cord — usually made of aramid or high‑modulus polyester. Its sole purpose is to carry all the tensile force applied to the cable. When the cable is pulled or hangs under its own weight, the central member bears the load, while the copper conductors remain essentially free of tension. This separation of mechanical load and electrical function eliminates the most common cause of conductor failure: fatigue from being repeatedly stretched and relaxed.
The short lay length — the distance required for one complete twist of the cores — ensures that the cable remains round and flexible. If the lay length were too long, the cable would resist bending and cores would slide against each other, causing abrasion. The controlled twist also balances internal stresses, reducing the tendency to twist or spiral under motion.
Outer Sheath
The final layer is the halogen‑free flame‑retardant polyurethane sheath (PUR‑HF). The type of PUR used here is specifically polyether‑based, which is different from the more common polyester‑based PUR.
Polyether‑based PUR offers superior resistance to hydrolysis — the chemical reaction where water breaks down the polymer structure. In wet or humid environments, polyester PUR can degrade within a few years, but polyether PUR remains stable for decades. It also provides outstanding abrasion resistance, typically four to six times better than neoprene or EPDM rubber. Its hardness and elasticity allow it to slide smoothly over rollers, trolleys, and metal edges without wearing through.
In addition, this formulation is resistant to mineral oils, hydraulic fluids, weak acids, alkalis, ozone, and ultraviolet radiation. The sheath is opaque black, which protects the internal components from sunlight degradation, and carries clear permanent markings for identification.
Engineering Principles Behind the Design
The construction of FESTOONFLEX PUR‑HF D12Y11Y‑J/O follows well‑established laws of physics and material science.
In terms of mechanical stress management, the design addresses the equation for bending stress:
Stress = (Elastic Modulus × Conductor Diameter) ÷ Bending Diameter
By using fine‑stranded conductors and requiring a minimum bending radius of 6 × D, the stress level is kept well below the fatigue limit of copper. Adding the central support removes the tensile component entirely, so only bending and torsion remain as cyclic loads.
From a thermal‑electrical perspective, the 90 °C rating allows the cable to operate at higher current densities without reaching temperatures that would cause rapid ageing. The insulation and sheath materials are selected so that their useful life at maximum operating temperature is still measured in decades.
From a chemical stability viewpoint, the polyether‑PUR sheath and TPE‑E insulation form a protective barrier that slows or prevents the penetration of moisture, oils, and corrosive substances. This slows down the chemical ageing process, keeping electrical and mechanical properties stable over time.
Why Standard Cables Fail in Dynamic Applications
To fully appreciate the value of this specialised cable, it helps to examine what goes wrong with standard cables when used in moving systems.
Common Failure Modes
Conductor Breakage
Standard cables often use Class 2 or Class 5 conductors but lack the central support. When the cable is pulled, the copper itself carries the tension. Over time, repeated stretching and bending cause work‑hardening of the metal, and eventually, strands begin to snap. This increases resistance, generates more heat, and accelerates further damage.
Insulation Degradation
PVC insulation, common in fixed wiring, becomes brittle below ‑15 °C and softens above 70 °C. When it flexes, it cracks, exposing the conductor. Rubber insulation can swell when exposed to oils, leading to reduced insulation resistance and eventual short‑circuiting.
Sheath Failure
General‑purpose rubber sheaths wear quickly when dragged over steel or concrete. They absorb moisture, leading to internal corrosion. Under UV radiation, they become hard and crack open, allowing dust and water to enter.
Deformation and Twisting
Without short‑lay stranding and central support, cables tend to twist into spirals or bunches. This increases friction inside the festoon system, creating extra resistance and causing the cable to bend more sharply than intended.
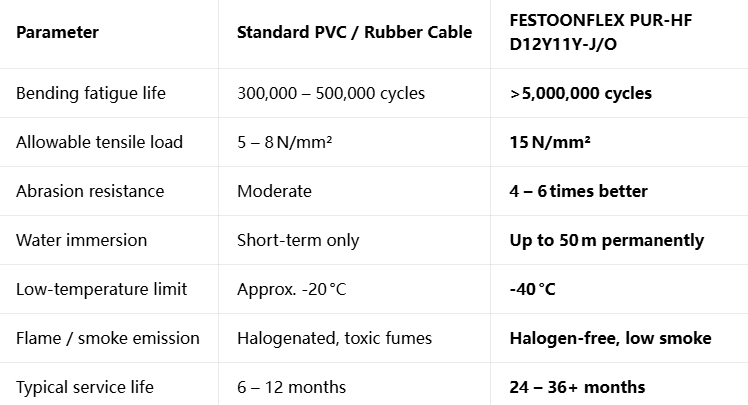
Performance Comparison
These figures show that the FESTOONFLEX solution does not just improve one property — it raises the performance across every dimension that matters in dynamic service.
Applications and Real‑World Performance in South Africa
South Africa’s economy is built on the export of minerals and bulk commodities, and its infrastructure is among the most demanding in the world. The FESTOONFLEX PUR‑HF D12Y11Y‑J/O has proven itself in key locations across the country.
Port of Saldanha Bay – Iron Ore Export Terminal
Saldanha Bay is the largest iron ore export facility in South Africa. The stacker‑reclaimers, ship loaders, and conveyor systems operate 24 hours a day, seven days a week. The environment is characterised by strong coastal winds carrying salt spray, fine iron ore dust, and intense sunlight.
Before switching to this cable, operators found that standard rubber‑sheathed cables needed replacement every 8 to 10 months. The sheath would become rough and worn, and after about a year, small cracks would appear, allowing moisture to reach the cores.
With FESTOONFLEX PUR‑HF, the PUR sheath resists abrasion from the dust and salt, while its UV stability prevents surface cracking. The service life has extended to over 3 years, reducing maintenance shutdowns and improving the reliability of the entire export chain.
Richards Bay Coal Terminal
Richards Bay handles millions of tonnes of coal annually. The ship‑loading systems use high‑speed shuttle trolleys and long travel distances. The cables must follow equipment moving at speeds approaching 200 m/min, with thousands of back‑and‑forth cycles each month.
General‑purpose cables often developed internal damage from this continuous motion, even if the outer sheath looked intact. The short‑lay construction and central support of FESTOONFLEX reduce internal friction and distribute bending forces evenly. The cable’s rated speed of 210 m/min means it operates comfortably within its design limits, resulting in fewer unplanned stoppages and consistent power delivery.
Bushveld Complex – Platinum and Gold Mines
Deep‑level mines in the Bushveld Complex and the Witwatersrand face a unique set of conditions: high humidity, standing water, hydraulic oil leaks, and the risk of fire in confined underground spaces. Safety is a top priority.
The halogen‑free insulation and sheath of FESTOONFLEX PUR‑HF improve safety by eliminating toxic fumes if a fire occurs. The PUR sheath does not swell or soften when in contact with oils, and its ability to withstand permanent immersion means it can be used in areas where water pooling is common. Operators have reported that cable failures in hoist systems and transfer conveyors have dropped by more than 90 % after switching, reducing the risk of production interruptions deep underground.
Port of Durban – Container Handling
At the Port of Durban, ship‑to‑shore cranes and rubber‑tyred gantries move containers rapidly across the quayside. These systems are subject to heavy loads, frequent acceleration and deceleration, and exposure to humid, salty air.
Maintenance teams previously spent significant time and money replacing festoon cables. By using the FESTOONFLEX design, the number of cable changes per crane has fallen from two or three times a year to once every two to three years. This translates directly into more operating hours and lower maintenance budgets.
Lifecycle Cost and Value Proposition
When choosing cables, many buyers focus only on the initial purchase price. This can be a false economy. The FESTOONFLEX PUR‑HF D12Y11Y‑J/O has a higher upfront cost than standard cables, but the long‑term economics are very different.
Over a typical three‑year period, the cost of a cheaper cable includes not just its purchase price, but also the labour to install it, the cost of downtime while installation takes place, and the risk of lost production from unexpected failures. With the specialised cable, the replacement cycle is longer, and failures are rare.
Calculations based on installations in South Africa show that the total cost of ownership over three to five years is reduced by 40 % to 60 % compared to standard alternatives. This is where the true value lies: reliability translates directly into profitability.
Feichun Equivalent Alternative
For projects seeking the same performance at a more competitive price and with shorter delivery lead times, the Feichun D12Y11Y‑J/O is a fully interchangeable equivalent.
Feichun manufactures this cable to meet exactly the same international standards: DIN VDE 0295, DIN VDE 0298‑4, and IEC 60332‑1. It uses Class 5 copper conductors, halogen‑free TPE‑E insulation, short‑lay stranding, central reinforcement, and polyether‑based PUR‑HF sheathing. All electrical, thermal, and mechanical ratings match the original specifications.
For operators in Southern Africa, this means the cable fits the same trolleys, connectors, and guides, requires no changes to installation procedures, and delivers identical service life — often at a lower cost and with faster availability from regional stock points.
Selection Guide and Installation Best Practices
Choosing the right cable and installing it correctly are essential to achieving its full design life.
How to Select the Right Configuration
Power requirements: Match the cross‑sectional area to the load current, using the current‑carrying capacity values in the technical tables, and check voltage drop over the maximum travel distance.
System type: For festoon and drag chains, use the full speed rating; for drum reeling, remember the lower speed limit of 60 m/min.
Core count: Select the number of cores based on whether the cable is used for power only or also for control signals.
Environmental conditions: If the installation is outdoors or underground, confirm the temperature range and resistance properties align with the site conditions.
Installation Guidelines
Always maintain the minimum bending radius of 6 × D at all points, including entry points into trolleys and junction boxes.
Ensure festoon systems are fitted with suitable rollers and guides to reduce side‑load friction.
Avoid sharp edges or corners that can cut or abrade the sheath.
In long‑travel systems, consider reducing operating speed slightly to minimise cumulative stress.
Frequently Asked Questions
Can this cable be used permanently underwater?
Yes, it is designed for continuous immersion in non‑potable water up to a depth of 50 metres. It is not intended for drinking water applications due to industrial compound formulations.
Is it suitable for high‑speed automated warehouses?
Absolutely. Its rated speed of up to 210 m/min and resistance to millions of bending cycles make it ideal for automated storage and retrieval systems.
Does it contain halogens or lead?
No. The “HF” designation confirms it is halogen‑free. All materials are selected to meet low‑smoke and non‑corrosive requirements.
Can I replace an older rubber cable directly?
Yes. The outer diameter dimensions are closely matched, and the electrical characteristics are equivalent or better, so no changes to cable trays, trolleys, or terminals are required.
Where can I source reliable alternatives?
Feichun offers a fully compliant equivalent, manufactured to the same standards and available with flexible delivery schedules.
Conclusion
The FESTOONFLEX PUR‑HF D12Y11Y‑J/O is not simply a cable with better numbers in its specification sheet. It represents a different approach to solving the challenges of power and control in moving equipment. By separating the electrical, mechanical, and thermal loads through careful structural design and material selection, it addresses the root causes of failure rather than just treating symptoms.
In South Africa, where industry operates in some of the most difficult environments on the planet, this engineering approach delivers measurable benefits: longer service life, fewer interruptions, improved safety, and lower total operating costs. Whether in the dust of mines, the salt air of ports, or the continuous motion of steel mills and logistics centres, it provides a level of reliability that standard cables cannot match.
If you are planning a new project, upgrading an existing system, or looking to reduce maintenance costs and downtime in your festoon, drag chain, or reeling applications, contact the Feichun team today. Our technical specialists can provide detailed specifications, sizing recommendations, and competitive pricing.
Email: Li.wang@feichuncables.com



Email Address: Li.wang@feichuncables.com
© 2025. All rights reserved.


One-click to Quickly Contact
Products
Contact
Company
Location:
Building A Private Science and Technology Park, Hefei Economic and Technological Development Zone, Anhui Province, China
Heat Resistant Cable
WhatsApp: +86 17333223430
Social Media: