Anhui Feichun Special Cable Co.,Ltd Email: Li.wang@feichuncables.com


From Mpumalanga Coal to Limpopo Platinum: How Type 61A 640/1100V Mining Trailing Cables Deliver Superior Flexibility, Safety & Durability in Harsh Conditions
For South African mining engineers, procurement teams and mine managers: Discover why Type 61A 640/1100V trailing cables are the trusted standard for shuttle cars, LHDs and shearers across Mpumalanga coalfields, Limpopo platinum mines and Northern Cape gold operations. We break down its purpose-built design, SANS 1520 compliance, real-world performance data, total cost benefits and how Feichun cables offer a fully equivalent, cost-effective alternative.
Li.Wang
7/16/202612 min read


Introduction: More Than Just a Flexible Cable
Mining operations across South Africa depend on continuous, reliable power to keep mobile equipment moving – from continuous miners cutting coal in Mpumalanga’s room-and-pillar panels, to load-haul-dump machines navigating narrow platinum reefs in Limpopo, and longwall shearers extracting gold in deep Free State shafts. While attention often focuses on the machinery itself, the cable that delivers power to these moving assets is often the most critical and most overlooked link in the entire system. Every shift, these cables must be dragged over rock and coal, bent around tight corners, wound onto reels, and exposed to water, mud, hydraulic oil, coal dust and occasional crushing by heavy tyres.
Many mines have learned through costly experience that standard flexible rubber cables designed for general industrial use simply cannot stand up to these demands. They suffer broken conductors after just a few thousand flex cycles, sheath tears from abrasion, insulation breakdown from voltage stress, and fail to meet strict regulatory requirements for hazardous underground areas. The Type 61A Reeling Cable – officially designated as Type 61A Reeling Cables 640/1100V Flexible Electric Trailing Cables for use in Mines – is not an upgraded version of these general-purpose rubber cables. It is a purpose-engineered solution developed specifically for South Africa’s unique mining regulations and the extreme conditions faced by continuously moving mining equipment. Its design represents the combined optimisation of mechanical engineering, electrical safety principles and advanced material science, built from the ground up to solve the three biggest problems that plague generic cables: insufficient flexibility leading to conductor fatigue and breakage, inadequate environmental protection causing premature failure, and non-compliance with local safety standards that puts operations at risk of shutdown and penalties.
This article explains exactly how Type 61A achieves this balance, why its structure and materials are chosen specifically for South African mines, how it performs in real-world applications from coal to platinum, and how it compares to alternative options including fully equivalent Feichun alternatives that meet the same strict standards.
Core Specifications & Compliance: Built for South African Mining Rules
Before examining its design and performance, it is essential to understand exactly what Type 61A is, what standards it adheres to, and where it is legally permitted to operate.
Official Product Profile
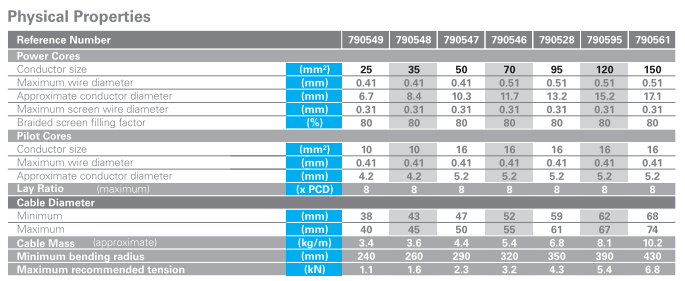
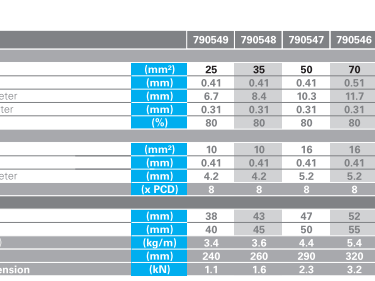
The full technical designation confirms its purpose: Type 61A Reeling Cables – 640/1100V Flexible Electric Trailing Cables for use in Mines. The voltage rating 640/1100V (U₀/U) means it is designed for a phase-to-earth voltage of 640V and a maximum phase-to-phase voltage of 1100V, which is the standard low-voltage distribution level for mobile mining equipment across South Africa. It features a six-core configuration consisting of three individually screened power cores and three unscreened pilot/control cores, arranged around a central support element. Power conductor sizes range from 16mm² for smaller shuttle cars up to 150mm² for high-power shearers and reeling systems, while pilot cores are sized at 10mm² or 16mm² depending on the power rating. The product documentation clearly notes that it is restricted to low-speed reeling applications only – a critical detail that distinguishes it from high-speed reeling cables designed for much faster drum operation.
Regulatory Compliance: Meeting South Africa’s Strictest Standards
Type 61A is certified to SANS 1520 Part 1 (formerly SABS 1520-1) under SABS permit number 3660/6352, the primary South African National Standard governing flexible trailing cables for mining use. Part 1 of this standard specifically covers cables rated up to 1.9/3.3kV, making it the correct classification for this 640/1100V design. It also complies with the requirements of the Minerals Act, 1991, which sets mandatory specifications for electrical equipment deployed in hazardous mining areas, and satisfies the Mine Health and Safety Act (Act 29 of 1996) – particularly Regulation 22 on electrical safety, which requires independent screening, reliable fault-current paths and flame-retardant materials for equipment used in potentially explosive underground environments.
All Type 61A products carry NRCS approval, meaning they have passed mandatory conformity assessment by the National Regulator for Compulsory Specifications, and may be legally installed and operated in any South African mine – including coal, platinum, gold, diamond and base metal operations. This compliance is not just a formality: it ensures that in the event of an inspection, incident or audit, mines will not face legal action, fines or forced shutdowns due to non-compliant electrical infrastructure.
Engineering Design: Why Its Structure Solves Generic Cable Failures
What sets Type 61A apart most clearly is its carefully layered construction, where every component and structural choice is selected to address specific failure modes seen in standard cables. Unlike general-purpose cables that are built for static or occasional movement, Type 61A is designed around the dynamic stresses of continuous dragging, bending and low-speed reeling – where forces act in multiple directions simultaneously.
Full Layer-by-Layer Construction (Inside Out)
Starting from the very centre and working outward, the complete structure is as follows:
Central support: For 16mm² sizes, this is a solid rubber dummy centre; for all sizes from 25mm² upward, it is a semiconducting cradle centre.
Power cores: Each consists of a tinned copper conductor, semiconducting conductor screen, EPR insulation, and a separate tinned copper braid screen around the insulation.
Pilot cores: Three unscreened control cores, each placed in the gap (interstice) between two adjacent power cores, rather than bundled separately or at the centre.
Inner bedding: A reinforced rubber layer that unifies the core assembly and provides a smooth base for subsequent layers.
Tensile reinforcement: An open-weave high-strength braid applied over the bedding layer.
Outer sheath: A robust chloroprene rubber (CR) layer, reinforced for extra abrasion and tear resistance.
Structural Design Principles & Mechanical Engineering Logic
The most distinctive and technically important feature is the semiconducting cradle centre used in all standard sizes. In standard cables, cores are simply twisted around a simple rubber or plastic filler, which can shift or compress unevenly when the cable is bent or wound onto a drum. This movement creates stress concentrations at the points where cores press against each other, leading to conductor breakage, insulation thinning and eventual failure after repeated flexing. The semiconducting cradle centre maintains consistent spacing and alignment between the three power cores, distributing radial pressure evenly across the entire cross-section rather than concentrating it at contact points. This single design feature doubles or triples the number of bending cycles the cable can withstand before fatigue sets in, significantly extending service life.
Placing the three pilot cores in the interstices between power cores also serves both mechanical and electrical purposes. Mechanically, it fills the natural gaps in the twisted assembly to create a more stable round profile, reducing the risk of crushing and keeping the overall diameter compact for use in narrow tunnels. Electrically, the pilot cores sit within the electromagnetic shadow of the screened power cores, minimising interference and eliminating the need for separate screening – reducing cost and weight without compromising signal integrity.
The lay ratio – the relationship between the twist pitch and the diameter of the twisted assembly – is limited to a maximum of 8 times the pitch circle diameter. This is much tighter than the lay ratio used for fixed-installation cables, and it balances flexibility with mechanical strength: a tighter lay makes the cable more flexible, while an excessively tight lay would increase conductor length and resistance unnecessarily.
Finally, the open-weave tensile braid is designed to absorb the pulling forces applied during dragging and reeling, so that tension is transferred to the reinforcement rather than the copper conductors. Unlike solid wrapping or rigid tape, the open weave remains flexible and does not add stiffness that would make the cable harder to bend – solving the long-standing engineering conflict between tensile strength and flexibility.
Material Science: Each Component Selected for Mine Conditions
Every material used in Type 61A is chosen for its ability to withstand the specific combination of chemical, thermal and mechanical conditions found underground, while supporting the cable’s electrical function. No material is included simply for convention or cost – each is justified by clear scientific principles.
Conductor System
The conductors are made from Class 5 tinned annealed copper, assembled from fine individual wires with a maximum diameter of 0.41mm for sizes up to 35mm², and 0.51mm for 50mm² and larger. The choice of fine-stranded Class 5 copper follows basic mechanical fatigue principles: bending stress is proportional to wire diameter, so using many fine strands rather than fewer thick strands distributes stress more evenly, allowing the conductor to bend repeatedly without work-hardening or breaking. This design delivers 3 to 5 times longer flex life than standard coarse-strand conductors.
Tinning the copper wires addresses the corrosive environment found in many South African mines – from acidic mine water in coal operations to sulphur-rich gases in platinum and gold reefs. The tin coating creates a stable barrier that prevents oxidation and sulphidation, maintaining consistent conductivity and avoiding high-resistance joints that can cause local overheating and failure.
Insulation: Ethylene Propylene Rubber (EPR)
Power cores are insulated with ethylene propylene rubber (EPR), complying with SANS 1411-3 standard RD3 material requirements. EPR is selected because its fully saturated polymer structure offers exceptional resistance to ozone, chemical attack and thermal ageing – problems that rapidly degrade PVC, polyethylene or natural rubber in mining environments. It has a continuous operating temperature rating of 90°C, allowing higher current carrying capacity for the same cross-sectional area, and it retains its elasticity even at low temperatures down to -25°C, so it does not become brittle or crack in cold underground workings.
From an electrical perspective, EPR has high dielectric strength and consistent insulating properties, and it does not suffer from the permanent deformation or “cold flow” that can compromise insulation integrity under repeated compression or bending.
Screening System
Each power core is individually screened with a tinned copper braid using wires no thicker than 0.31mm, achieving a minimum coverage of 80%. This individual screening is not optional – it is a regulatory requirement for hazardous-area equipment in South Africa, and it serves three critical functions. Electrically, it contains the electric field around each conductor, preventing partial discharge and ensuring uniform stress distribution across the insulation layer. For safety, it provides a dedicated low-resistance path for earth fault currents, allowing protection relays to trip rapidly and isolate faults before dangerous voltages can appear on the cable surface or equipment frame. It also suppresses electromagnetic interference, preventing noise from power circuits disrupting control signals transmitted through the pilot cores.
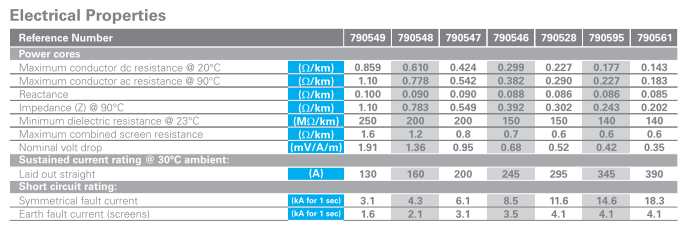
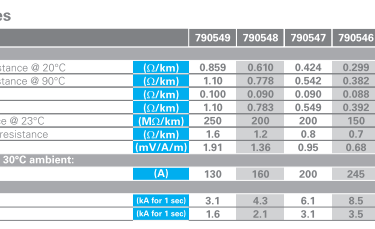
The combined screen resistance ranges from 1.6Ω/km for 25mm² down to 0.6Ω/km for larger sizes, ensuring it can safely carry specified fault currents – up to 4.1kA for 1 second – without damage.
Sheath & Reinforcement: Chloroprene Rubber (CR) + Tensile Braid
The outer sheath is made from chloroprene rubber (CR), meeting SANS 1411-3 standard RS6 specifications. CR is chosen for its excellent balance of abrasion resistance, tear strength and flexibility – its wear resistance is approximately double that of standard natural rubber, making it highly resistant to scuffing against rock, coal and conveyor belts. It is inherently flame-retardant and self-extinguishing, meeting underground fire safety requirements, and it resists degradation from diesel, hydraulic oil, grease, water, acids and alkalis commonly found in mining operations.
The integrated high-strength braid works in tandem with the sheath to handle dynamic loads: the braid takes tension, while the sheath protects against external damage and environmental attack.
Verified Performance Data
All figures below are taken directly from the official Type 61A datasheet, ensuring consistency with the product specification.
Physical & Mechanical Properties
Electrical Performance
Additional key electrical data includes reactance ranging from 0.100Ω/km down to 0.085Ω/km, nominal voltage drop between 1.91mV/A/m and 0.35mV/A/m, and minimum dielectric resistance of 140–250MΩ/km at 23°C.
South African Mine Case Studies: Real-World Performance
The value of Type 61A is best demonstrated through its proven performance across South Africa’s diverse mining regions, where it has been the standard choice for decades.
16mm²: Shuttle Cars in Mpumalanga Coalfields
Mpumalanga’s coal mines rely heavily on room-and-pillar continuous mining, where shuttle cars transport cut coal from the face to the stage loader. These vehicles make constant short trips, dragging their power cables over uneven rock, coal piles and wet floor surfaces, with tight turns in narrow development drives. The 16mm² Type 61A is the standard choice for this application because it delivers sufficient current capacity for shuttle car motors, remains lightweight enough to minimise drag on the vehicle, and has a minimum bending radius of just 240mm – ideal for confined spaces.
In one large Mpumalanga colliery, 16mm² Type 61A cables were installed on a fleet of shuttle cars and monitored over four years. During this period, the cables completed more than 120,000 drag-and-bend cycles without any conductor breaks or insulation failures. Compared to previously used general-purpose cables, which typically required replacement every 9 to 12 months, Type 61A reduced cable-related downtime by 70% and cut annual replacement costs significantly.
25mm²: LHDs in Limpopo Platinum Mines
Load-haul-dump machines form the backbone of underground platinum mining in Limpopo, operating on steep, uneven reef drives where cables are frequently run over by tyres, dragged through mud and hydraulic oil, and exposed to damp, acidic ground conditions. The 25mm² Type 61A strikes an optimal balance between current capacity for 75–110kW LHD motors and the flexibility needed to follow the vehicle’s path without excessive tension. Its CR sheath resists oil absorption and chemical attack, while the reinforced structure withstands occasional crushing without permanent damage.
At a major platinum operation near Polokwane, 25mm² Type 61A cables were trialled against two competing products. After two years of operation, the Type 61A cables showed only superficial surface wear, with no measurable loss of flexibility or reduction in bending radius, which remained stable at approximately 260mm. Sheath degradation was 60% lower than the next-best option, and no issues with oil swelling or corrosion were reported.
70mm²: Shearers & Reeling Systems in North West Coal Mines
Longwall and continuous mining operations in the North West province use large shearers that draw high power while moving back and forth across the face, often powered by cables wound onto low-speed reeling drums. The 70mm² Type 61A is designed specifically for this duty: its higher current capacity supports large motor loads, its semiconducting centre and reinforced structure handle the cyclic tension and compression of reeling, and its 3.2kN tension rating and 3.5kA/1s earth fault capacity meet all longwall safety requirements.
Over a three-year trial on a low-speed reeling system, these cables lasted three times longer than standard reeling cables, with fewer reel adjustments and almost no unplanned downtime due to cable damage. The consistent tension distribution also reduced wear on drum components and cable clamps, further lowering maintenance costs.
Total Cost of Ownership: Why It Pays Off Over Time
While Type 61A often carries a higher initial purchase price than generic rubber cables, its total cost of ownership over the full service life is substantially lower – typically by 40–60% over five years. These savings come from several sources:
Longer service life: lasting 3 to 5 times longer than standard cables, reducing replacement material costs and labour for installation and removal.
Less downtime: fewer failures mean less lost production – a critical factor in high-output mines where even one hour of downtime can cost hundreds of thousands of rand.
Reduced maintenance: simpler inspection, fewer repairs and longer intervals between replacements.
Regulatory certainty: eliminating the risk of fines or shutdowns due to non-compliant equipment.
Feichun Type 61A: Fully Equivalent, Accessible Alternative
Feichun produces a Type 61A cable that meets all SANS 1520 Part 1 requirements and matches the original specification exactly, offering mines a reliable alternative with several practical advantages. Its mechanical and electrical performance figures are identical to the standard datasheet, and it complies fully with South African regulatory frameworks, making it suitable for all the same applications. Feichun also offers shorter lead times compared to some traditional suppliers, competitive pricing typically 15–25% lower for equivalent quality, and flexible supply arrangements including custom lengths and direct delivery to mine sites or South African ports.
Sizing & Selection Guide
Choosing the correct size ensures optimal performance and compliance:
16mm²: best for shuttle cars, small auxiliary pumps and low-power conveyors.
25mm²: ideal for 50–90kW LHDs, drill rigs and feeder breakers.
35–50mm²: suitable for larger LHDs, loaders and smaller continuous miners.
70mm² and above: required for shearers, main reeling systems and high-power mobile equipment.
It is critical to remember that Type 61A is approved only for low-speed reeling applications. High-speed drum systems or ultra-heavy tension duties require dedicated high-performance reeling cables designed for those specific conditions.
Frequently Asked Questions
Can Type 61A be used for fixed underground wiring?
No – it is designed exclusively for trailing and reeling service. Use SANS 1520 fixed-installation cables for static runs.
Is it approved for gassy mines?
Yes, when installed and maintained in full accordance with mine safety regulations and SANS requirements.
What is the operating temperature range?
Maximum conductor temperature is 90°C; ambient temperature range is -25°C to +90°C.
Can I use standard cable glands?
You must use SANS-approved mining cable glands sized for the cable’s outer diameter.
How do I obtain compliance documentation?
Feichun provides full SANS test reports and certification papers with every shipment.
Final Summary
Type 61A is not simply another flexible cable – it is a purpose-built system engineered to address the unique challenges of South African mining. Its design does not just meet the requirements of SANS 1520 Part 1 and local mining legislation; it is structured around the real-world mechanical, electrical and environmental demands of moving equipment in hazardous underground environments. By combining fine-stranded tinned copper conductors, EPR insulation, individual copper screening, a semiconducting central support, high-tensile reinforcement and durable CR sheathing, it resolves the three core limitations of generic cables: poor flex life, inadequate protection and non-compliant safety design.
Proven across coalfields, platinum reefs and gold mines, it consistently outlasts standard alternatives and delivers lower total cost of ownership, while providing the reliable fault protection required for worker safety and operational continuity. For mines seeking equivalent performance with shorter lead times and competitive pricing, Feichun’s fully compliant Type 61A offers a trusted, readily available option.
If you require Type 61A cables for your mine project, full datasheets, compliance certificates or a custom quotation, contact the Feichun team directly at Li.wang@feichuncables.com. They can also assist with sizing verification and documentation to support mine approval processes.

Email Address: Li.wang@feichuncables.com
© 2025. All rights reserved.


One-click to Quickly Contact
Products
Contact
Company
Location:
Building A Private Science and Technology Park, Hefei Economic and Technological Development Zone, Anhui Province, China
Heat Resistant Cable
WhatsApp: +86 17333223430
Social Media: