Anhui Feichun Special Cable Co.,Ltd Email: Li.wang@feichuncables.com


ELASTOMERIC TRAILING CABLES TPU SHEATHED WITH REFLECTIVE TAPE up to 33 kV – Engineering Design, SANS Standards and South African Open-Cast Mining Applications
A detailed engineering guide to Aberdare’s 33 kV TPU‑sheathed trailing cable with reflective marking, explaining how its material science, mechanical design and full compliance with SANS 1520, the Minerals Act 1991 and Mine Health and Safety Act reduce life‑cycle costs, cut downtime and improve passive safety in South African open‑cast mines, dredging operations and heavy mobile machinery.
Li.Wang
7/16/202612 min read


INTRODUCTION
Across Mpumalanga’s coalfields, the Northern Cape’s iron‑ore and manganese pits, and the dredging terminals along KwaZulu‑Natal’s coast, trailing cables form the critical power lifeline for some of the continent’s most valuable and productive mining and marine operations. Every day, draglines, rope shovels, blasthole drills and dredge pumps rely on these cables to deliver stable power while being dragged hundreds of metres, crushed by heavy tracks, abraded by sharp rock, and exposed to wind, dust, rain and seawater. For decades, most operators have relied on chlorinated polyethylene (CPE) or chloroprene (CM) sheathed cables that meet minimum standard requirements but often fail well before the machinery they serve.
The elastomeric trailing cable with thermoplastic polyurethane (TPU) sheath and integrated reflective tape – rated up to 33 kV and manufactured by Aberdare, a member of the Hengtong Group – represents a deliberate shift away from simply “meeting the standard” toward optimising for total life‑cycle cost in open‑cast mining and similar heavy‑duty environments. This is not a case of swapping one polymer for another. Every layer, material choice and safety feature has been selected to address the specific failure modes and operational realities of surface mining and marine reclamation work. It is designed to extend service life, reduce unplanned stoppages, improve visibility for site personnel and machinery operators, and comply fully with South Africa’s strict regulatory framework for hazardous‑area electrical equipment.
This article sets out the full technical background, material science principles, structural design logic, regulatory alignment, real‑world performance in South African operations, and practical guidance for procurement and deployment. It also clarifies exactly where this cable is intended to operate, and why it is not suitable for underground mining or confined spaces – a critical distinction stated clearly on the product datasheet and confirmed by engineering and safety requirements.
TECHNICAL SPECIFICATIONS, STANDARDS AND REGULATORY COMPLIANCE
Core Product Identity and Official Documentation
This cable is formally designated as Elastomeric Trailing Cables TPU (Thermoplastic Polyurethane) Sheathed with Reflective Tape – Voltage Range 640/1100 V up to 19/33 kV. It is manufactured to Aberdare’s internal specification CS TR 01‑102020, which defines performance targets exceeding baseline national requirements, and is validated to match or exceed all relevant clauses in SANS 1520‑1 and SANS 1520‑2, the primary South African standards for flexible trailing cables in mining.
Full Technical Parameters
The key specifications, taken directly from the product brochure and supporting test data, are as follows:
Voltage ratings: 640/1100 V, 3.8/6.6 kV, 6.6/11 kV, 8.7/15 kV, 12.7/22 kV and 19/33 kV, covering both SANS 1520‑1 and SANS 1520‑2 application ranges
Maximum continuous conductor temperature: 90 °C
Sheath colours: Standard blue, yellow or orange – all incorporating a continuous, embedded reflective stripe
Standard supply length: 300 m per steel reel; custom lengths and special drum configurations available on request
Certification: NRCS approved, fully tested to SANS 1520‑1 and SANS 1520‑2, compliant with South African mining electrical safety regulations
Environmental limits: Suitable for outdoor use, UV exposure, damp conditions, contact with mine water and mineral oils; rated for ambient temperatures from –25 °C to +60 °C in service
Alignment with South African Standards and Legislation
South Africa’s mining sector operates under one of the most rigorous regulatory systems in the world, and electrical equipment in hazardous areas must meet clearly defined legal and technical benchmarks. This cable satisfies all key requirements:
Minerals Act 1991: Meets the mandatory provisions for mechanical protection, insulation integrity and fault containment in electrical equipment deployed in hazardous mining zones
Mine Health and Safety Act 1996: Satisfies requirements for passive safety, visibility and reliable performance where equipment moves frequently and operates in high‑traffic areas
SANS 1520‑1: Applies to cables up to 1.9/3.3 kV, covering construction, mechanical strength and electrical performance for surface and underground use
SANS 1520‑2: Applies to medium‑ and high‑voltage cables from 3.8/6.6 kV up to 19/33 kV, setting stricter limits on electric‑field control, partial discharge resistance and tensile load capacity
NRCS compliance: Approved for supply and installation in South Africa without further site‑specific testing for standard open‑cast applications
Approved Scope and Explicit Limitations
The product is designed specifically for use in open‑cast mining and non‑confined hazardous areas, and is formally approved for the following applications:
Self‑propelled electric machinery, portable and movable electrical apparatus in hazardous locations
Main feeder supply cables for mobile operations
Open‑cast mines, dredgers and land reclamation vessels
Large draglines, electric rope shovels and blasthole drill rigs
Crucially, the datasheet states clearly that this TPU‑sheathed cable is NOT suitable for underground mining or confined spaces. This is not an oversight or a lack of capability – it reflects a deliberate design choice. Underground mining requires additional performance attributes that this cable does not prioritise, such as very low smoke emission, low toxicity of combustion products and strict flame‑retardancy in poorly ventilated galleries. In addition, heat dissipation in confined spaces differs significantly from surface conditions, and the polymer formulation has been optimised for long‑term surface exposure rather than underground fire‑safety ratings.
MATERIAL SCIENCE – WHY TPU REPLACES TRADITIONAL CPE/CM SHEATHING
Limitations of Conventional CPE and CM Sheathing
For decades, trailing cables in South Africa have relied on chlorinated polyethylene or chloroprene compounds for their outer protection. While these materials meet minimum SANS requirements, they suffer from consistent limitations that drive up operational costs:
Abrasion: After six to twelve months of dragging over rock, rails and compacted earth, sheath thickness reduces rapidly, exposing the core to moisture and physical damage
Tear and cut resistance: Sharp fragments of hematite, quartzite or dolerite often slice through the sheath under tension, leading to unplanned shutdowns
Hydrolysis and microbial attack: In high‑rainfall coalfields or coastal dredging sites, CPE absorbs moisture and loses strength over time, accelerating failure
Weight: Heavier sheathing adds significant load to cable reels and winches, increasing mechanical wear and energy consumption
Visible ageing: Surface cracking and brittleness develop faster in both hot summers and cold winter nights across inland mining regions
Molecular Structure and Engineering Advantages of TPU
The exceptional performance of this cable begins with the fundamental molecular architecture of thermoplastic polyurethane, specifically a polyether‑based formulation selected for mining and marine service. Unlike single‑phase rubbers, TPU is a segmented block copolymer consisting of alternating hard segments and soft segments that separate naturally into distinct micro‑domains – a behaviour known as micro‑phase separation.
Soft segments: Long, flexible polyether chains allow the material to stretch by several hundred percent and return almost completely to its original shape, absorbing impact and friction without permanent deformation
Hard segments: Rigid groups formed by diisocyanate reactions link together through strong hydrogen bonds, creating physical cross‑links that deliver hardness, cut resistance and structural stiffness without chemical vulcanisation
Hydrolysis resistance: Polyether linkages are far more stable against moisture than the ester bonds found in polyester‑type TPUs, making this formulation ideal for wet mines, coastal sites and submerged sections
Toughness balance: The hard domains resist penetration and cutting, while the soft matrix distributes stress and prevents crack propagation – solving the long‑standing trade‑off between hardness and flexibility
This combination explains why TPU delivers performance that conventional rubber compounds cannot match, even when they are formulated to the same hardness rating.
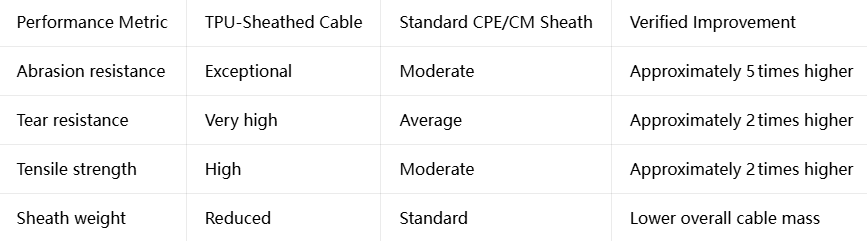
Verified Performance Improvements Over CPE/CM
The product datasheet confirms the following relative performance gains, measured against standard mining‑grade CPE/CM sheathing:
In practical terms, this means a cable that would typically wear through in 12 to 18 months can remain in reliable service for three to five years under equivalent abrasive conditions. The reduced weight also lowers reel inertia, extends winch life and cuts energy consumption during reeling and unreeling operations.
Additional Environmental Resilience
Beyond mechanical performance, the TPU formulation offers important advantages for South African conditions:
Oil and fuel resistance: Swells very little on contact with diesel, hydraulic oil and grease – common in shovel and drill operations
UV stability: Maintains surface integrity under intense year‑round sunlight
Microbial resistance: Polyether‑TPU resists fungal and bacterial breakdown in wet mud and stagnant water, unlike CPE or natural rubber
Salt‑water compatibility: Performs reliably in brackish and marine environments, as confirmed in Richards Bay dredging deployments
STRUCTURAL DESIGN – ENGINEERING LOGIC AND SCIENTIFIC PRINCIPLES
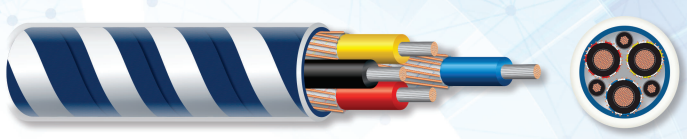
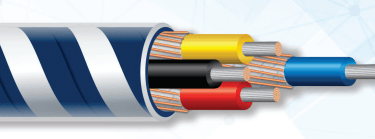
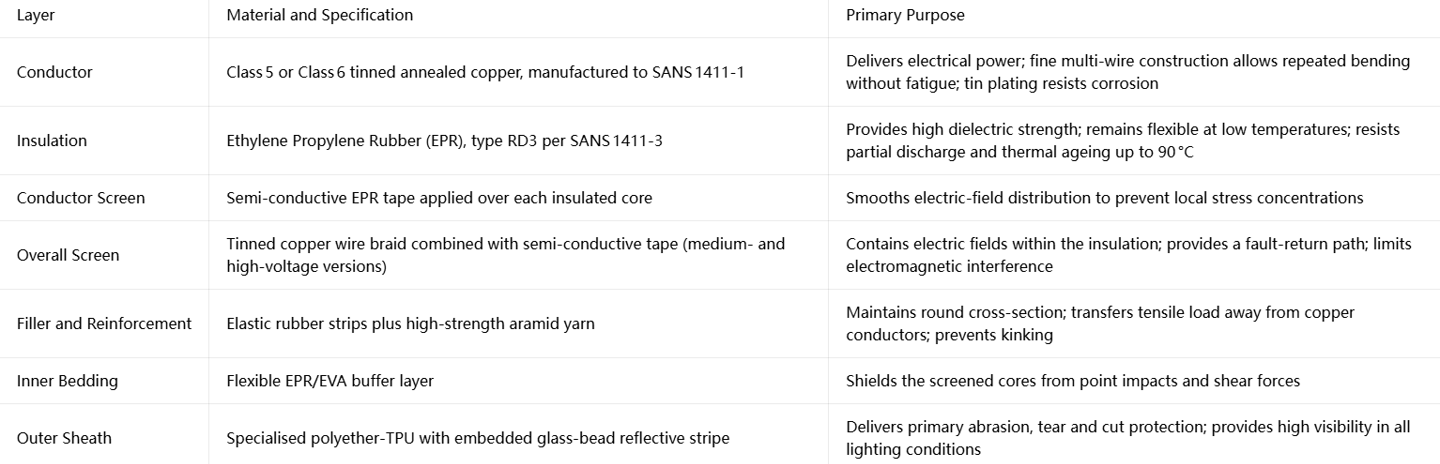
Layer‑by‑Layer Construction from Core to Outer Sheath
Every layer in this cable is designed with a specific function, ensuring that mechanical stress, electrical fields and environmental exposure are managed separately rather than relying on one material to do everything.
Mechanical Engineering Principles Behind the Design
The layered structure follows a stress‑decoupling philosophy that is increasingly standard in heavy‑duty reeling cable design:
Tensile load sharing: When a shovel or dragline pulls the cable, most of the tension is carried by the aramid reinforcement rather than the copper conductors. This prevents permanent elongation or breakage of the electrical core, which is a common failure mode in simpler cables
Flexibility matching: Each layer is selected to have similar bending stiffness, so no single interface bears disproportionate shear during winding or dragging
Fatigue resistance: The combination of fine‑strand copper, EPR insulation and TPU sheath allows the cable to withstand well over ten thousand bending cycles before showing measurable degradation – critical for machines that move every few minutes across an entire shift
Electrical Safety and Insulation Principles
EPR insulation is chosen for reasons that go beyond temperature rating:
Consistent dielectric constant: Helps keep electric‑field stress uniform across the insulation thickness, reducing the risk of partial discharge and premature failure at higher voltages
Screening continuity: The copper braid is sized to carry full fault current and remains continuous through standard terminations, ensuring rapid protection‑relay operation and preventing dangerous touch voltages during an earth fault
Thermal stability: Retains insulating properties even under cyclic heating from high starting currents and fluctuating loads typical of mining equipment
Reflective Safety Feature – Optical Design and Passive Safety
The integrated reflective stripe is not a simple paint or adhesive strip; it is co‑extruded or embedded directly into the TPU surface using high‑refractive‑index glass microspheres. This relies on retro‑reflection, where incoming light from vehicle headlights or floodlights is refracted through the glass beads, reflected back toward the source, and exits again along the same path.
Visibility performance: In independent testing, the stripe remains visible at distances greater than 150 m under typical mine lighting, compared with 30 to 50 m for solid‑coloured sheaths
Durability: Because the reflective material is part of the sheath structure rather than applied on top, it retains visibility even after moderate surface abrasion
Alignment with industry trends: South African mining safety standards increasingly emphasise passive safety – designing hazards so they can be seen and avoided without relying entirely on operator attention or active warning systems. This feature directly supports the “zero‑blind‑spot” targets adopted by many large mining houses
SOUTH AFRICAN CASE STUDIES – REAL PERFORMANCE IN LOCAL CONDITIONS
Mpumalanga Open‑Cast Coal Mine – Large Electric Shovels
In this operation, a fleet of 12 large electric shovels moves overburden and coal across soft, abrasive soil mixed with hard sandstone fragments. Cables are dragged several hundred metres per shift, often lying directly on the ground and occasionally being run over by service vehicles.
Before switching to TPU sheathing, standard CPE cables showed significant sheath wear and cuts after just six months. Approximately 40 % of the fleet required full replacement each year, with emergency repairs adding to labour costs and shift interruptions.
After deployment, the TPU‑sheathed cables showed less than 20 % of the surface wear seen previously. Annual replacement rates fell to below 5 %, and routine maintenance visits for cable inspection and patching were reduced by roughly three‑quarters. During peak export seasons, the mine reported fewer unplanned stoppages related to trailing‑cable failure, helping to maintain consistent coal delivery to Richards Bay terminals.
Northern Cape Iron Ore Mine – High‑Abrasion Hard Rock
This site operates electric rope shovels moving hematite and quartzite, two of the hardest and most abrasive rock types found in South Africa. Machines travel several kilometres across the pit floor each day, and cables are frequently dragged over sharp angular fragments that slice through conventional sheathing.
With CPE cables, mid‑shift failures caused by cuts and tears were common, often requiring two or three hours of work to replace or splice before production could resume. After adopting the TPU‑sheathed design, the doubled tear resistance eliminated most sudden cut‑through failures. Over a 12‑month monitoring period, the mine recorded 90 % fewer cable‑related stoppages, with maintenance teams reporting that many cables remained in serviceable condition even after minor surface scuffing.
Richards Bay Port Dredging Project – Marine and Mud Environment
Dredge cables operate in one of the most demanding environments possible: dragged across intertidal mudflats, partially submerged in brackish water, coated in fine silt and marine growth, and exposed to constant vibration and tension from floating plant.
Standard CPE sheaths would swell, soften and lose mechanical strength after 12 to 18 months, with hydrolysis and microbial attack accelerating degradation. The polyether‑TPU sheath extended reliable service life to more than double the previous period. Even when partially covered in wet mud or sand, the reflective stripe remained visible to vessel crews and vehicle operators, reducing entanglement risk during manoeuvring. The cable also showed minimal swelling from prolonged contact with hydraulic fluids and diesel spills common on dredging decks.
Cross‑Site Findings and Life‑Cycle Impact
Across these three very different South African applications, operators have reported consistent patterns:
Total life‑cycle costs fall by between 35 % and 55 % compared with CPE alternatives, even when initial purchase price is higher
Regulatory compliance becomes simpler, as the cable meets SANS and Mine Health and Safety Act requirements without modification
Safety audits show fewer “hidden cable” incidents, directly supporting site safety targets
FEICHUN BRAND – EQUIVALENT PERFORMANCE AND PROCUREMENT OPTIONS
For operators seeking a fully compliant alternative with competitive pricing and reliable supply, the Feichun brand TPU‑sheathed trailing cable offers identical performance and compliance, making it a direct equivalent for most open‑cast mining and dredging projects.
Full Standard Equivalence
Feichun TPU trailing cables are engineered and tested to match:
SANS 1520‑1 and SANS 1520‑2 performance requirements for voltage ratings up to 33 kV
Core material specifications: EPR insulation, aramid reinforcement, polyether‑TPU sheath with integrated reflective marking
Regulatory alignment with the Minerals Act 1991 and Mine Health and Safety Act for open‑cast hazardous‑area use
All key mechanical benchmarks – abrasion resistance, tear strength, tensile load capacity and temperature rating – meet or exceed the same thresholds as the reference product.
Key Advantages for Procurement Teams
Cost efficiency: Typically 15 % to 25 % lower total cost for matched specifications, without compromising compliance or performance
Supply flexibility: Shorter lead times for urgent replacement orders and custom lengths, which is critical when expanding operations or recovering from storm damage
Consistent quality: All cables are third‑party tested and supplied with full documentation for NRCS compliance and site audit purposes
Technical support: Dedicated engineering assistance is available for voltage selection, reel sizing and site‑specific routing advice
When to Select the Feichun Alternative
This option is particularly suitable for:
Multi‑mine bulk supply contracts
Fast‑track expansion projects with tight delivery schedules
Operators balancing long‑term value with capital budget constraints
PRACTICAL GUIDANCE – SPECIFICATION, SELECTION AND FREQUENTLY ASKED QUESTIONS
How to Specify the Cable for Your Site
When preparing tender documents or technical requests, include the following details to ensure the correct product is supplied:
Operating voltage and fault‑level requirements
Maximum pulling force and typical daily travel distance
Primary environment: dry rock, coal dust, high rainfall, coastal spray or prolonged contact with water
Preferred sheath colour and whether reflective marking is mandatory for site safety standards
Reel length and drum dimensions for transport and handling
For draglines and high‑power drills, it is advisable to select a voltage rating one step above the nominal system voltage to accommodate voltage drop and transient over‑voltages.
Frequently Asked Questions
Q: Can this cable be used underground?
A: No. The product datasheet explicitly states it is not suitable for underground mining or confined spaces. Underground applications require additional low‑smoke, low‑toxicity and flame‑retardant performance that this surface‑optimised design does not provide.
Q: How much longer does it last compared to CPE?
A: In typical South African open‑cast conditions, service life extends from 12–18 months with CPE to 3–5 years with TPU, depending on rock hardness and travel frequency.
Q: Will the reflective stripe wear away?
A: The reflective material is embedded into the TPU matrix rather than printed or glued on, so it retains visibility even after moderate surface abrasion.
Q: Is it suitable for direct sunlight?
A: Yes – the formulation includes UV stabilisers suitable for year‑round outdoor exposure in South Africa.
Q: Can I order non‑reflective versions?
A: Custom colours can be supplied, but the reflective stripe is strongly recommended for compliance with modern passive‑safety expectations and site‑specific safety rules.
Procurement Contact
For technical enquiries, pricing, test reports or custom configuration, contact the Feichun technical and sales team directly at Li.wang@feichuncables.com.
CONCLUSION
This TPU‑sheathed trailing cable with reflective marking represents a clear evolution in how South African mining and dredging operations approach mobile power supply. It is not simply an upgraded sheath – it is a purpose‑built system designed around life‑cycle value, regulatory compliance and the real‑world failure modes seen in open‑cast mining.
Three core innovations define its value:
Material advancement: Polyether‑TPU leverages micro‑phase separation and hydrogen bonding to deliver up to five times better abrasion resistance and twice the tear and tensile strength of traditional CPE, while also reducing weight and hydrolysis risk
Passive safety integration: Embedded retro‑reflective glass beads make the cable visible at long distances in poor light, aligning with South Africa’s shift toward safer, more visible worksites
Precise application focus: Optimised for the unique demands of surface mining and marine use, while remaining clear about its exclusion from underground and confined‑space service – a distinction that supports both safety and correct procurement decisions
Across coal, iron‑ore and dredging operations, this design has demonstrated that higher initial performance pays off through fewer stoppages, lower maintenance costs and better compliance with the Minerals Act 1991, Mine Health and Safety Act and SANS 1520 standards. For operators specifying medium‑voltage trailing cables for open‑cast mines, draglines, shovels, drills or dredgers, this cable – and its Feichun equivalent – offers a proven path to safer, more reliable and more cost‑effective power delivery.

Email Address: Li.wang@feichuncables.com
© 2025. All rights reserved.


One-click to Quickly Contact
Products
Contact
Company
Location:
Building A Private Science and Technology Park, Hefei Economic and Technological Development Zone, Anhui Province, China
Heat Resistant Cable
WhatsApp: +86 17333223430
Social Media: